
В резервуаре, заполненном металлическим порошком, управляемый компьютером высокомощный лазер углекислого газа выборочно подметает поверхность металлического порошка. Куда бы ни направился лазер, металлический порошок на поверхности полностью расплавляется и склеивается, а порошкообразное состояние остается там, где он не освещен. Весь процесс необходимо проводить в герметичной камере, заполненной инертным газом.
Селективное лазерное спекание Обработка металла с ЧПУ заключается в том, что метод SLS использует инфракрасные лазеры в качестве источников энергии, а используемые материалы для моделирования в основном представляют собой порошковые материалы. При обработке, порошок сперва подогретый к температуре немножко более низкой чем своя точка плавления, и после этого порошок сплющен под действием выравнивая ручки; лазерный луч выборочно спекается согласно слоистой информации раздела под компьютерным управлением, и один слой завершен. Затем проводится следующий слой спекания. После того, как все спекание завершено, излишки порошка удаляются, и спеченные части могут быть получены. В настоящее время зрелыми технологическими материалами являются восковой порошок и пластиковый порошок, а процесс спекания металлическим порошком или керамическим порошком все еще изучается.
Подобно «сжимающему крему» стиль плавленого осаждения, но вместо этого распыляет металлический порошок. При распылении металлических порошковых материалов сопло также обеспечивает мощную защиту от лазера и инертного газа. Это не будет ограничено размером коробки для металлического порошка и может напрямую производить детали большего объема, а также очень подходит для ремонта частично поврежденных прецизионных деталей.
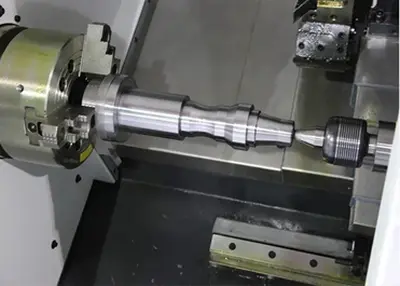
Метод металлообработки профилирования использует серию непрерывных стендов для прокатки нержавеющей стали в сложные формы. Последовательность валков сконструирована таким образом, чтобы профиль валков каждой стойки непрерывно деформировал металл до получения желаемой окончательной формы. Если форма детали сложная, можно использовать до тридцати шести стоек, но для детали простой формы достаточно трех или четырех стоек.
Ковка под давлением относится к ковкеОбработка металла с ЧПУМетод, который использует штамп для формирования заготовки на специальном штамповочном оборудовании для получения ковки. Поковки, производимые этим методом, точны по размеру, малы по припуску на обработку, сложны по структуре и высоки по производительности.
То есть, прикрывая процесс, фильм сформированный в предыдущем процессе расположен на мужской плашке пробивая плашки, сверхнормальный материал извлечен путем зажимать плашку, и форма 3Д продукта сохранена для того чтобы соответствовать полости плашки.
В процессе высечки пленочная панель или схема располагаются на нижней пластине, матрица фиксируется на шаблоне на машине, а сила, создаваемая нисходящим давлением машины, используется для управления лезвием для резки материала. Разница между ей и пробивая умирает что взрез более ровен; в то же время, путем регулировать давление и глубину вырезывания, влияния вмятия и полу-перерыва можно пробить вне. В то же время недорогая эксплуатация пресс-форм с ЧПУ для обработки металла более удобна, безопасна и быстра.
 Шесть ключевых моментов обработки с ЧПУApril 4, 2023Многие производители знают, что в процессе обработки станков с ЧПУ крайне важно избегать столкновений при программировании и эксплуатации станков. В конце концов, обрабатывающие центры с ЧПУ не дешевы,...view
Шесть ключевых моментов обработки с ЧПУApril 4, 2023Многие производители знают, что в процессе обработки станков с ЧПУ крайне важно избегать столкновений при программировании и эксплуатации станков. В конце концов, обрабатывающие центры с ЧПУ не дешевы,...view Precision Engineered CNC Turning Parts - 翻译中...September 22, 2023CNC turned parts are a type of mechanical part that is manufactured through numerical control (Computer Numerical Control, CNC) technology.view
Precision Engineered CNC Turning Parts - 翻译中...September 22, 2023CNC turned parts are a type of mechanical part that is manufactured through numerical control (Computer Numerical Control, CNC) technology.view Типы винтов: полное руководствоSeptember 28, 2023Вы устали бороться с несоответствующими винтами или задаваться вопросом, какой тип лучше всего подходит для вашего проекта? Не смотрите дальше! В этом обширном руководстве я отправлю вас в путешествие по увлекательному миру винтов, от основ до специализированных типов.view
Типы винтов: полное руководствоSeptember 28, 2023Вы устали бороться с несоответствующими винтами или задаваться вопросом, какой тип лучше всего подходит для вашего проекта? Не смотрите дальше! В этом обширном руководстве я отправлю вас в путешествие по увлекательному миру винтов, от основ до специализированных типов.view Ричконн: Вторичные услугиOctober 12, 2023Многие из наших клиентов заказывают готовые детали из литья пластмасс под давлением или обработки с ЧПУ. Многие другие, однако, хотят или нуждаются во «вторичной обработке» деталей, произведенных таким образом.view
Ричконн: Вторичные услугиOctober 12, 2023Многие из наших клиентов заказывают готовые детали из литья пластмасс под давлением или обработки с ЧПУ. Многие другие, однако, хотят или нуждаются во «вторичной обработке» деталей, произведенных таким образом.view Что такое отказ механической части? Сколько форм отказа частей существует?October 26, 2023Когда механические детали в конструкции заданного периода и при указанных условиях не могут выполнить нормальную функцию, это называется отказом. Общая форма отказа механических частей основана на отказе внешних морфологических характеристик к классификации, включая: отказ носки, отказ трещиноватости, отказ корозии и отказ искажения.view
Что такое отказ механической части? Сколько форм отказа частей существует?October 26, 2023Когда механические детали в конструкции заданного периода и при указанных условиях не могут выполнить нормальную функцию, это называется отказом. Общая форма отказа механических частей основана на отказе внешних морфологических характеристик к классификации, включая: отказ носки, отказ трещиноватости, отказ корозии и отказ искажения.view Сравнение материалов: разница между быстрорежущей сталью и вольфрамовой стальюOctober 31, 2023Материалы играют жизненно важную роль в современной промышленности, а в области точного производства как быстрорежущая сталь, так и вольфрамовая сталь являются высоко оцененными материалами. Они занимают важное положение в области изготовления инструментов, пресс-форм и механических деталей и т. Д. Однако между ними существуют очевидные различия с точки зрения характеристик, особенностей, областей применения и т. Д. В этой статье мы представим и сравним их. Эта статья будет представлена и сравнена.view
Сравнение материалов: разница между быстрорежущей сталью и вольфрамовой стальюOctober 31, 2023Материалы играют жизненно важную роль в современной промышленности, а в области точного производства как быстрорежущая сталь, так и вольфрамовая сталь являются высоко оцененными материалами. Они занимают важное положение в области изготовления инструментов, пресс-форм и механических деталей и т. Д. Однако между ними существуют очевидные различия с точки зрения характеристик, особенностей, областей применения и т. Д. В этой статье мы представим и сравним их. Эта статья будет представлена и сравнена.view EN
EN
 ru
ru 


")