
Аэродвигатель является «сердцем» самолета, также известным как «жемчужина в короне промышленности», при изготовлении которого интегрировано множество передовых технологий современной промышленности, включая материалы, механическую обработку, термодинамику и другие области. С каждой страны требования к производительности двигателя становятся все выше и выше, в исследованиях и разработках, применение новых структур, новых технологий, новых методов и так далее по-прежнему постоянно оспаривают пик современной промышленности. И один из них играет важную роль в улучшении тяги к весу авиадвигателя, который является неотъемлемой крыльчаткой.
Перед появлением интегральной крыльчатки лопасть ротора двигателя должна быть подключена к колесному диску через язычок и канавку, язычок и канавку и запирающее устройство и т. Д., Но такая конструкция постепенно не отвечает потребностям высокопроизводительных авиационных двигателей. Лопасти ротора двигателя и колесо интегрировали весь диск листа после этого были конструированы, были высокой структурой двигателя коэффициента тяг-к-веса, в войсках, двигатели гражданской авиации широко были использованы, главные преимущества следующим образом.
Поскольку обод диска не нуждается в механической обработке для установки лезвия язычка и канавки, радиальные размеры обода могут быть значительно уменьшены, тем самым значительно уменьшая массу ротора.
Помимо того, что диск и лезвия становятся одним целым, уменьшение запирающего устройства также является важной причиной. Требования к надежности Аэро-двигателя чрезвычайно строгие, упрощенная структура ротора играет большую роль в повышении надежности.
Устранение нечетких потерь потока, вызванных зазором при традиционном способе соединения, повышает эффективность двигателя и увеличивает тягу.
Оба уменьшают вес и увеличивают тягу, поэтому, что способствует улучшению отношения тяги к весу встроенной крыльчатки, естественно, нелегко выбрать «драгоценность». С одной стороны, весь листовой диск в основном использует титановый сплав, высокотемпературный сплав и другие труднообрабатываемые материалы; с другой стороны, его лезвие тонкое и сложное листовое, что выдвигает очень высокие требования к технологии изготовления. Кроме того, повреждение лопасти ротора нельзя заменить отдельно, что может привести к утилизации всего листового диска, технология ремонта-еще одна проблема.

В настоящее время производство всего листового диска имеет три основные технологии.
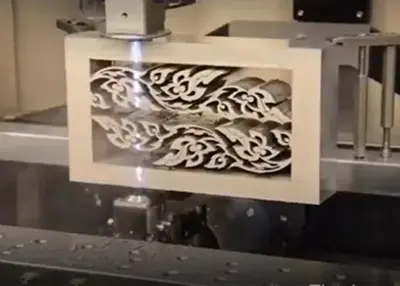
5-осевой фрезерный станок с ЧПУОбработка из-за его быстрого реагирования, высокой надежности, гибкости обработки и цикла подготовки производства коротка и т. Д., В общем поле производства листового диска широко используется, фрезерование основной стороны, фрезерование вставки и маятниковый фрезерный режим. И ключевые факторы для обеспечения успеха общей подвергать механической обработке диска листа включают:
(1) пятиосевые рычажные станки с хорошими динамическими характеристиками
2) Оптимизированное профессиональное программное обеспечение CAM
3) Специализированные инструменты и знания применения для подвергать механической обработке титана/высокотемпературного сплава
Электрохимический метод обработки является отличным методом обработки всего листового диска канала аэро-двигателя, при электрохимической обработке в основном электролитическое вложение, профилирование электролитической обработки, а также электролитическая обработка с ЧПУ и другие методы обработки.
Поскольку электрохимическая обработка в основном использует свойство анодного растворения металла в электролите, катодная часть не вызывает потерь при применении технологии электрохимической обработки, и на заготовку не влияет сила резания, тепло обработки и т. Д., что снижает остаточное напряжение общего лопастного канала аэродинамического двигателя после обработки.
Кроме того, по сравнению с пятиосевым фрезерованием, электрохимическая обработка рабочих часов значительно сокращается, а на этапах черновой, получистовой и чистовой обработки можно использовать, не нужно вручную полировать после обработки, таким образом, обработка канала рабочего колеса в целом является одним из важных направлений развития.
Индивидуальная обработка лезвия, а на более позднем этапе использования электронно-лучевой сварки, линейной сварки трением или вакуумной технологии твердотельной диффузионной сварки будет предварительно обработана сварка лезвия к диску лезвия. Преимущество заключается в том, чтоЕго можно использовать для изготовления всего диска лезвия, где материалы лезвия и диска не совпадают.
Процесс заварки требует высококачественной заварки лезвия, которая сразу влияет на представление и надежность всего диска лезвия аэро-двигателя. И поскольку фактическая форма лезвия, используемого в сварном диске лезвия, не соответствует, ограничения точности сварки лезвия в сварном положении не соответствуют, необходимость использования адаптивной технологии обработки для каждого лезвия для персонализированного прецизионного фрезерования с ЧПУ.
К тому же, весь ремонт диска лист, сваривать очень важная технология, которая линейная заварка трением как технология заварки тверд-участка, сварила соединения высококачественной, хорошей воспроизводимости, сваривая высокое отношение тяг-к-веса ротора аэро-двигателя разделяет более надежную и надежную технологию заварки.
Аэродвигатель EJ200 имеет в общей сложности 3-ступенчатый вентилятор и 5-ступенчатый компрессор высокого давления. Отдельные лопатки представляют собой электронный луч, приваренный к диску ротора с образованием монолитного диска, который используется в вентиляторе 3-й ступени и компрессоре высокого давления 1-й ступени. Ротор и другие ступени ротора не сварены вместе, чтобы сформировать многоступенчатый ротор, но соединены короткими болтами, которые, как правило, находятся на начальной стадии применения интегрального диска лезвия.
F414 турбовентиляторный двигатель, 3-ступенчатый вентилятор 2, 3 и 7-ступенчатый компрессор высокого давления первых трех этапов использования всего рабочего колеса, используя электрохимическую обработку и стать. И GE также разработала возможный метод ремонта, на основе которого цельные рабочие колеса 2-й и 3-й ступеней вентилятора были сварены вместе, чтобы сформировать цельный ротор, а 1-я и 2-я ступени компрессора также были сварены вместе, Что еще больше уменьшило вес ротора и увеличило долговечность двигателя.
По сравнению с EJ200, F414 является большим шагом вперед в применении интегрального лепесткового диска.
3-ступенчатый вентилятор и 6-ступенчатый компрессор высокого давления имеют встроенную крыльчатку, а лопасть вентилятора 1-й ступени полая, а полая лопасть приварена к диску ротора с помощью линейной сварки трением для формирования объединенной крыльчатки, что уменьшает вес ротора этой ступени на 32 кг.
В гражданском большом двигателе, весь диск листа также был приложен. Двигатель BR715 с использованием пятиосевой технологии фрезерования с ЧПУ для обработки всего листового диска, используемого в вентиляторе после второй ступени компрессора с наддувом, а также до и после двух этапов всего листового диска, сваренного вместе, чтобы сформировать весь ротор. Он используется в Boeing 717.
Широкое применение технологии интегральных лепестковых дисков представляет собой непрерывное стремление к совершенству в области современных авиационных двигателей. Она оказала глубокое влияние не только на военную авиацию, но даже на гражданскую авиацию. В будущем, при продолжении исследований и разработок, мы можем ожидать больше инноваций в области проектирования и производства интегральных лепестковых дисков для дальнейшего повышения производительности и эффективности авиационных двигателей. Так же, как авиационная промышленность продолжает покорять новые высоты, технология интегральных лепестковых дисков является свидетельством неустанного стремления к совершенству в аэрокосмической технике.
В этом ексситинг поле, Рихконн, установленное в 2008, выделяется вне для своего превосходногоУслуги по точной обработке. Как прецизионный механический цех, мы с гордостью предлагаемЧПУ поворотныйИУслуги фрезерования ЧПУВ широком диапазоне материалов, так же, как выдающийУслуги по изготовлению листового металла. Richconn всегда стремится к духу непрерывного совершенствования и совершенства в предоставлении аэрокосмической техники и других клиентов в аэрокосмической техники и других секторах, обеспечивая отличную поддержку, чтобы гарантировать, что их проекты разработаны и изготовлены для оптимальной производительности и надежности. Richconn надеется на продолжение работы со своими клиентами для стимулирования инноваций в аэрокосмической промышленности, поскольку технология интегральных лезвий и другие области прецизионной обработки продолжают развиваться.
 Процесс CNC поворачивая и анализ процессаJune 21, 20221. Содержание токарной обработки с ЧПУ Процесс токарной обработки с ЧПУ-это сумма методов и технических средств, используемых при токарных станках с ЧПУ для обработки деталей. Его основное содержание включает следующие aspec...view
Процесс CNC поворачивая и анализ процессаJune 21, 20221. Содержание токарной обработки с ЧПУ Процесс токарной обработки с ЧПУ-это сумма методов и технических средств, используемых при токарных станках с ЧПУ для обработки деталей. Его основное содержание включает следующие aspec...view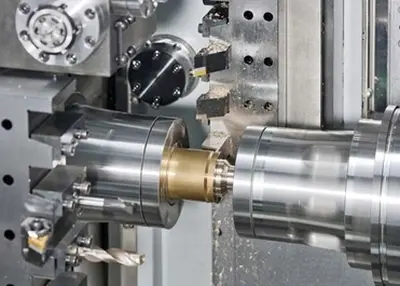 Что такое 3-осевая, 4-осевая и 5-осевая обработка с ЧПУ?April 4, 2023Обработка с ЧПУ стала одним из самых важных производственных процессов, используемых в мастерских по всему миру. Добавляя компьютерное управление к предыдущим ручным процессам, точность и точность обработки п...view
Что такое 3-осевая, 4-осевая и 5-осевая обработка с ЧПУ?April 4, 2023Обработка с ЧПУ стала одним из самых важных производственных процессов, используемых в мастерских по всему миру. Добавляя компьютерное управление к предыдущим ручным процессам, точность и точность обработки п...view Бусина взрывая 101: Как работает бластер бисера?November 2, 2023При выборе техники отделки, взрывать средств массовой информации появляется как главный соперник. Взрывная обработка средств массовой информации охватывает различные методы, такие как пескоструйная обработка, пластиковый абразив и пескоструйная обработка. Каждая техника имеет...view
Бусина взрывая 101: Как работает бластер бисера?November 2, 2023При выборе техники отделки, взрывать средств массовой информации появляется как главный соперник. Взрывная обработка средств массовой информации охватывает различные методы, такие как пескоструйная обработка, пластиковый абразив и пескоструйная обработка. Каждая техника имеет...view Каковы общие типы методов измерения для точности обработки деталей машин?October 27, 2023Точность обработки-это фактический размер, форма, положение поверхности обрабатываемой детали трех видов геометрических параметров и чертежей, требуемых идеальной степенью соответствия геометрическим параметрам.view
Каковы общие типы методов измерения для точности обработки деталей машин?October 27, 2023Точность обработки-это фактический размер, форма, положение поверхности обрабатываемой детали трех видов геометрических параметров и чертежей, требуемых идеальной степенью соответствия геометрическим параметрам.view Сталь 1018 против 4140: как выбрать правильный материалNovember 28, 2023Сталь является одним из наиболее широко используемых материалов в различных отраслях промышленности, таких как строительство, автомобилестроение, аэрокосмическая промышленность и производство. Однако сталь также подвержена коррозии и ржавчине при воздействии влаги и кислорода.view
Сталь 1018 против 4140: как выбрать правильный материалNovember 28, 2023Сталь является одним из наиболее широко используемых материалов в различных отраслях промышленности, таких как строительство, автомобилестроение, аэрокосмическая промышленность и производство. Однако сталь также подвержена коррозии и ржавчине при воздействии влаги и кислорода.view Экструзия алюминия: универсальный и инновационный производственный процессNovember 30, 2023Алюминиевое штранг-прессование процесс принуждать материал алюминиевого сплава через плашку для создания непрерывных формы или продукта. Материал может быть твердым, жидким или полутвердым, и это может быть металл, пластик, керамика или пища.view
Экструзия алюминия: универсальный и инновационный производственный процессNovember 30, 2023Алюминиевое штранг-прессование процесс принуждать материал алюминиевого сплава через плашку для создания непрерывных формы или продукта. Материал может быть твердым, жидким или полутвердым, и это может быть металл, пластик, керамика или пища.view EN
EN
 ru
ru 

