
В работе исследованы характеристики различных видов стружки, получаемой в процессе зубчатой обработки, и приведена соответствующая схема обработки, обеспечивающая техническое обеспечение автоматического производства зубчатых деталей.
Концепция «Сделано в Китае 2025» и «Индустрия 4,0» указала направление трансформации и модернизации обрабатывающей промышленности Китая в будущем. Быстрое развитие промышленных роботов, Интернета и высокоточных гидравлических приспособлений обеспечило условия для автоматической обработки деталей. Автоматическая обработка может обеспечить последовательность качества обработки продукта, повысить эффективность производства, сократить цикл производства продукта и быстро реагировать на рыночный спрос.
В качестве независимой автоматической производственной линии при строительстве промышленного парка ветроэнергетики автоматическая производственная линия зубчатых передач образует групповую единицу деталей дисковых зубчатых передач с одинаковым или аналогичным процессом обработки в соответствии с принципами и характеристиками групповой технологии. Автоматическая производственная линия спроектирована как линейная компоновка в соответствии с технологическим потоком деталей, интегрируя автоматическую загрузку и разгрузку, обработку, транспортировку, очистку, онлайн-обнаружение и сбор информации о деталях. Он направлен на создание эталонного проекта отечественного интеллектуального производства.
По сравнению с деталями массового производства, такими как корпус автомобильного двигателя и колесо поезда, процесс обработки зубчатых деталей является длительным и сложным, включая несколько процессов резки, и между каждым процессом обработки существуют большие различия в оборудовании. Основными технологическими процессами, связанными с зубчатыми деталями, являются зубофрезерование зубофрезерного станка, тонкая токарная обработка токарного станка, шлифование шлифовального станка и шлифование зубошлифовального станка.
По сравнению с технологией обработки деталей, таких как отливки оболочек, шестерни обрабатываются в нескольких процессах. Каждый процесс включает в себя различные виды обработки станков, и принципы обработки станков очень разные. По сравнению с однотипным чипом из чугуна охлаждающая среда, используемая станками для обработки зубчатых колес, отличается, и изготовляемый чип также отличается по форме.
В прецизионном токарном станке с ЧПУ для охлаждения используется эмульсия, а образовавшиеся стружки представляют собой длинные завитки. Перед тем, как стружка будет выгружена в конвейер стружки станка, она будет контактировать с охлаждающей жидкостью станка, и определенное количество охлаждающей жидкости останется на стружке. Микросхема токарного станка показана на рисунке 1.

В зубофрезерный станок охлаждается путем охлаждения масла, и стружки образуются тонкие и короткие стружки. Как правило, марка охлаждающего масла-Flowserve hfn32le. На чипсах останется больше охлаждающего масла, а охлаждающее масло стоит дорого. Традиционная система удаления стружки использует магнитный конвейер стружки для транспортировки стружки в тележку для удаления стружки с сеткой фильтра. Часть охлаждающего масла протекает в сетку фильтра в нижней части тележки для удаления стружки под действием силы тяжести и регулярно перерабатывается; Большая часть охлаждающего масла будет сброшена вместе со стружкой, вызывая большие отходы и загрязнение окружающей среды. Зубофрезерная микросхема показана на рисунке 2.

Процесс шлифования в основном обрабатывает внутреннее отверстие и торцевую поверхность деталей дисковых шестерен и использует эмульсию для охлаждения, которая в основном производит флокулентный износ мусора, который содержит определенное количество охлаждающей жидкости. Износ мусора не может быть переработан, и он не может быть обработан вместе с чипами токарного станка и зубчатого фрезерования чипов, но может быть только выброшен. Износ мусора обычной шлифовальной машины показан на рисунке 3.

Охлаждающее масло зубчатого шлифовального станка обычно использует марку Flowserve hsg211le, а образующиеся стружки представляют собой губчатые зубчатые шлифовальные стружки с сильной адсорбционной силой. В мелющем мусоре осталось много охлаждающего масла, а охлаждающее масло стоит дорого. Традиционная система удаления стружки передает мелющий мусор в тележку для удаления стружки с фильтрующей осыпью.N через бумажный ленточный фильтр. Часть охлаждающего масла протекает в сетку фильтра в нижней части тележки для удаления стружки под действием силы тяжести и регулярно восстанавливается. Большая часть охлаждающего масла будет сливаться с мелющим мусором, вызывая большие отходы и загрязнение окружающей среды. Щепы зубчатого помола не могут быть переработаны, и их нельзя обрабатывать вместе с стружкой токарного станка и стружкой зубчатого фрезерования. Измельчение мусора показано на рисунке 4.

Чипы, участвующие в производственной линии автоматической передачи, делятся на перерабатываемые чипы и отходы чипы в соответствии с их характеристиками. Ресиклабле лом стальной лом, который можно дишаргед и собрать равномерно. Отходы стружки должны быть переработаны отдельно, а маслянистые компоненты могут быть переработаны. Сбор и повторное использование охлаждающего масла перед удалением стружки не только экономит затраты, но и защищает окружающую среду.
Большая часть изношенного мусора-это пушистые отходы, которые занимают большое пространство и не могут быть выброшены вместе со стальным мусором через конвейер для стружки. Износ мусора содержит большое количество эмульсии или охлаждающего масла, что является трудоемким и трудоемким при прямой транспортировке, а также легко загрязняет мастерскую. В мастерской автоматического производства, должный к различному технологическому оборудованию и плану мастерской обрабатывая частей, некоторые предприятия принимают централизованную систему обработки разъединения и фильтрации центрального трубопровода для того чтобы обработать жидкость обломока в особенной части мастерской. Недостатком этого является то, что для удаления износа мусора требуется большое количество охлаждающей среды. Для обычных шлифовальных станков и зубошлифовальных станков с разной охлаждающей средой распределяется аналогичное оборудование, и необходимо спроектировать различные трубопроводы для разгрузки стружки и возврата жидкости, что дорого.
В сочетании с реальной ситуацией на предприятии, более разумно выбрать схему экструдера гидравлического блока. На рисунке 5 показан эффект прессования стружки гидравлического блока экструдера, предоставленного производителем. Меля мусор будет помещен в особенной получая корзине после отжимать блок, и будет транспортирован прочь регулярно вагонеткой или грузоподъемником автоматического сопровождения цели. Чтобы сэкономить инвестиционные затраты, мы также можем рассмотреть схему централизованной обработки после удаления стружки нескольких зубчатых шлифовальных станков, подключенных последовательно, что не только экономит инвестиции в оборудование, но также уменьшает занимаемое пространство механизма удаления стружки каждого станка и оптимизирует окружающую среду на месте.

Эффект сжатия блока давления масла не идеален для извлечения охлаждающего масла из фрезерной стружки. Согласно тестовой проверке, большое количество охлаждающего масла в фрезерной стружке может быть восстановлено центробежной сушилкой. Между конвейером вторичной стружки и основным конвейером стружки станка добавляется центробежная сушилка. Сушилка может выбрасывать остатки масла в фрезерную стружку, перерабатывать и фильтровать ее для повторного использования, а фрезерная стружка выгружается через основной конвейер стружки.
Высушенные стружки фрезерования и измельченные стружки токарного станка равномерно транспортируются к выходу стружки через централизованную систему удаления стружки, а затем блок можно интенсивно нажимать, чтобы уменьшить объем железной стружки более чем на 90% и уменьшить транспортную нагрузку и стоимость.
ООбработка с ЧПУ от производителяЧастей шестерни длинное и сложное, включающее множественные процессы вырезывания. Изучая характеристики различных чипов, производимых при обработке зубчатых передач, особенно при обработке обычных изнашивающейся стружки и зубчатых шлифовальных стружек, редко упоминаемых в литературе, а также при восстановлении и повторном использовании охлаждающего масла в зубчатых фрезерных стружках и зубчатых шлифовальных стружках, чипы, производимые при зубчатой обработке делятся на две категории: Перерабатываемость и обработка отходов. Стальная стружка с длинной катушкой выгружается и равномерно прессуется с помощью тонкой рулонной стружки на конце конвейера для стружки. Чипы зубофрезерования разряжаются после центробежного отбраковки масла. Шлифовальные чипы и обычные шлифовальные чипы упакованы с блоками давления масла и регулярно обрабатываются тележкой с автоматическим отслеживанием или вилочным погрузчиком, который обеспечивает техническую поддержку для автоматического производства деталей шестерни.
 Как выбрать правильный материал для обработки деталей с ЧПУ?November 1, 2023В области обработки с ЧПУ правильный выбор подходящих материалов имеет решающее значение для производительности, точности и долговечности деталей. Различные среды и сценарии применения требуют разных типов материалов, и ниже будет проанализировано, как выбрать правильный материал из нескольких аспектов.view
Как выбрать правильный материал для обработки деталей с ЧПУ?November 1, 2023В области обработки с ЧПУ правильный выбор подходящих материалов имеет решающее значение для производительности, точности и долговечности деталей. Различные среды и сценарии применения требуют разных типов материалов, и ниже будет проанализировано, как выбрать правильный материал из нескольких аспектов.view Что такое высокоуглеродистая сталь? В чем разница между высокоуглеродистой сталью Sk2, Sk4, Sk5, Sk7 и т. Д.?October 27, 2023Высокоуглеродистая сталь-это тип стали с содержанием углерода от 0,6% до 1,7%, которая содержит гораздо больше углерода, чем обычная углеродистая сталь, и поэтому также является кальцинированной углеродистой инструментальной сталью. Высокоуглеродистая сталь обладает высокой твердостью, высокой прочностью, низкой ударной вязкостью, ее легко закалить и закаить, поэтому она широко используется при изготовлении деталей машин, инструментов и лезвий, требующих высокой прочности и твердости.view
Что такое высокоуглеродистая сталь? В чем разница между высокоуглеродистой сталью Sk2, Sk4, Sk5, Sk7 и т. Д.?October 27, 2023Высокоуглеродистая сталь-это тип стали с содержанием углерода от 0,6% до 1,7%, которая содержит гораздо больше углерода, чем обычная углеродистая сталь, и поэтому также является кальцинированной углеродистой инструментальной сталью. Высокоуглеродистая сталь обладает высокой твердостью, высокой прочностью, низкой ударной вязкостью, ее легко закалить и закаить, поэтому она широко используется при изготовлении деталей машин, инструментов и лезвий, требующих высокой прочности и твердости.view Richconn 2023 Китайский Новый год Праздничное уведомлениеDecember 2, 202229 ноября 2022 года приближается китайский Новый год! Мы хотели бы напомнить вам, что Richconn будет в отпуске, чтобы отпраздновать наш китайский Новый год. Для Вашего удобства в организации Вашего проекта, пожалуйста...view
Richconn 2023 Китайский Новый год Праздничное уведомлениеDecember 2, 202229 ноября 2022 года приближается китайский Новый год! Мы хотели бы напомнить вам, что Richconn будет в отпуске, чтобы отпраздновать наш китайский Новый год. Для Вашего удобства в организации Вашего проекта, пожалуйста...view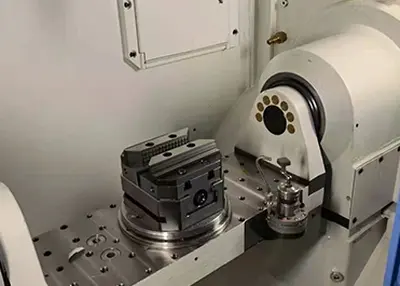 7 Области применения обработки медицинских деталей с ЧПУ ПроизводствоOctober 25, 2023Медицинская промышленность постоянно внедряет инновации и находит способы улучшить качество жизни и результаты для пациентов. Одна из таких технологий, компьютерная обработка с числовым программным управлением (ЧПУ), стала революционным инструментом в производстве медицинского оборудования. В этой быстро развивающейся области станки с ЧПУ не только обеспечивают высокий уровень точности и точности, но также способны справляться с широким спектром материалов и сложной геометрией.view
7 Области применения обработки медицинских деталей с ЧПУ ПроизводствоOctober 25, 2023Медицинская промышленность постоянно внедряет инновации и находит способы улучшить качество жизни и результаты для пациентов. Одна из таких технологий, компьютерная обработка с числовым программным управлением (ЧПУ), стала революционным инструментом в производстве медицинского оборудования. В этой быстро развивающейся области станки с ЧПУ не только обеспечивают высокий уровень точности и точности, но также способны справляться с широким спектром материалов и сложной геометрией.view Бакелит: первый синтетический пластик и его применениеDecember 7, 2023Бакелит-это синтетический материал, который был изобретен в начале 20-го века Лео Бекеландом, бельгийско-американским химиком. Бакелит считается первым настоящим пластиком, так как это был первый материал, который не был получен из природных источников, таких как целлюлоза, резина или рог.view
Бакелит: первый синтетический пластик и его применениеDecember 7, 2023Бакелит-это синтетический материал, который был изобретен в начале 20-го века Лео Бекеландом, бельгийско-американским химиком. Бакелит считается первым настоящим пластиком, так как это был первый материал, который не был получен из природных источников, таких как целлюлоза, резина или рог.view Анодное окисление алюминиевого сплава Общие проблемыOctober 23, 2023Анодирование является одной из наиболее распространенных операций обработки поверхности металла, выполняемых на алюминиевых деталях. Это электрохимический процесс, который включает погружение алюминиевых деталей в серию резервуаров для преобразования алюминиевой поверхности в прочную и устойчивую к коррозии поверхность.view
Анодное окисление алюминиевого сплава Общие проблемыOctober 23, 2023Анодирование является одной из наиболее распространенных операций обработки поверхности металла, выполняемых на алюминиевых деталях. Это электрохимический процесс, который включает погружение алюминиевых деталей в серию резервуаров для преобразования алюминиевой поверхности в прочную и устойчивую к коррозии поверхность.view EN
EN
 ru
ru 

