
Листовой металл относится к процессу, используемому для производства различных металлических изделий, который включает в себя обработку листового металла в желаемую форму и размер путем резки, штамповки, гибки и сварки. Обработка листового металла широко используется в области машиностроения, электроники, автомобилей, аэрокосмической промышленности и строительства и является важной технологией производства.
Важным шагом в обработке листового металла является гибка листового металла, которая представляет собой использование внешних сил для сгибания листового металла под определенным углом или кривизной для формирования различных геометрических форм. Листовой металлИзгибМожет изменять физические размеры и механические свойства листового металла в соответствии с различными требованиями дизайна и функциональности.
Существуют различные способы гибки листового металла, которые можно разделить на следующие в соответствии с механическим принципом гибки, инструментов, оборудования, параметров, форм и т. Д.:

V-образный изгиб является наиболее распространенным типом гибки листового металла, в котором используется инструмент, называемый пуансоном и V-образным штампом, для сгибания листового металла под желаемым углом. В этом процессе гибочный пуансон штампуется в листовой металл, размещенный над V-образной головкой, в результате чего листовой металл упруго и пластично деформируется внутри V-образной канавки, образуя V-образный изгиб. Угол V-образного изгиба зависит от точки давления пуансона и угла открытия матрицы, И обычно варьируется от 30 ° до 120 °. Преимущества V-образного изгиба заключаются в том, что он прост, быстр и экономичен, и его можно использовать для сгибания листового металла широкого диапазона толщин и материалов. Недостаток V-гнуть что точность и последовательность гнуть повлияны на износом пунша и прессформы, зыбкост в гнуть силе, и отскоке металлического листа, и требуют коррекции и компенсации.
Это где листовой металл сжимается к нижней части заданной формы, чтобы сформировать определенный угол и форму. При изгибе снизу на ощупь положение и форма угла формы определяют результат изгиба. Преимуществом нижнего изгиба является высокая точность и стабильность изгиба, на который не влияют отскок и модуль упругости листового металла. Недостаток гнуть дна касания что гнуть сила и давление выше, которые могут привести к повреждению и деформации металлического листа.
Это когда листовой металл прессуется в V-образный паз заданной формы для формирования определенного угла и формы. При изгибе отпечатка зазор и форма пуансона и матрицы определяют результат изгиба. Преимущество оттиска заключается в том, что он обеспечивает высочайшую точность изгиба и консистенцию и может использоваться для сгибания листового металла с небольшими радиусами и большими углами. Недостатком изгиба отпечатка является то, что сила изгиба и давление являются самыми высокими, что может привести к повреждению и деформации листового металла и требует специальных пуансонов и пресс-форм.
Это где листовой металл прессуется в V-образный паз заданной формы, не касаясь дна, чтобы сформировать определенный угол и форму. В воздухе гнуть, зазор и форма пунша и умирают, так же, как количество гнуть силы, определяют гнуть результат. Преимущества изгиба и изгиба воздуха заключаются в том, что изгибающие силы и давления низкие и не приводят к повреждению или деформации листового металла, и что можно использовать обычные пуансоны и штампы. Недостатком изгиба на воздухе является то, что точность изгиба и стабильность низкие, зависят от отскока и модуля упругости листового металла и требуют коррекции и компенсации.

Гибка рулонов-это метод, используемый для сгибания листового металла в рулоны или изогнутые формы с использованием устройства, называемого гибочной машиной, которая делает различные изгибы или большие круглые изгибы через три набора рулонов. В этом процессе, металлический лист кормят между 2 нижними кренами гибочной машины крена, и после этого путем регулировать положение и давление верхних кренов, металлический лист упруго деформирован и пластически деформирован между кренами для того чтобы сформировать свернутый или изогнутый изгиб. Радиус и кривизна крена гнуть и гнуть зависят от расстояния и угла между кренами и могут обычно достигнуть широкий диапазон. Преимущество сгибания валков заключается в том, что его можно использовать для сгибания листового металла с большими радиусами и сложными кривыми, а также можно поддерживать качество поверхности и целостность листового металла. Недостатком крена гнуть что точность и последовательностьИзгиб низкий и зависит от таких факторов, как упругое восстановление листового металла и распределение изгибающих сил, которые необходимо исправить и компенсировать.

U-образный изгиб аналогичен V-образному изгибу в том, что он использует инструмент, называемый U-образной головкой, для сгибания листового металла под желаемым углом. В этом процессе гибочный пуансон вбивается в листовой металл, помещенный над U-образной головкой, в результате чего листовой металл упруго и пластично деформируется внутри U-образной канавки, образуя U-bend.The угол U-образного изгиба зависит от точки давления пуансон и угол открытия штампа, И обычно находится в диапазоне от 30 ° до 120 °. Преимущество U-образного изгиба заключается в том, что его можно использовать для сгибания листового металла под большими углами и радиусами, и что он поддерживает плоскостность инструмента. Преимущество U-образного изгиба заключается в том, что его можно использовать для сгибания больших углов и радиусов листового металла, а также можно поддерживать плоскостность и целостность листового металла. Недостаток U-образного изгиба заключается в том, что точность и согласованность изгиба низки и зависят от таких факторов, как отскок листового металла и распределение сил изгиба, которые необходимо откалибровать и компенсировать.

Протрите гнуть метод используемый для того чтобы согнуть края металлического листа путем использование инструмента названного обтирая умирает, который, через действие обтирать, причиняет металлический лист упруго деформировать и пластически деформировать на краях плашки для того чтобы сформировать загиб с острым углом или небольшим радиусом. В этом процессе листовой металл зажат между двумя штампами, одна из которых фиксируется, а другая перемещается, и движущаяся матрица скользит вниз по краю фиксированной матрицы, заставляя листовой металл изгибаться в точке контакта между двумя штампами. Угол и радиус изгиба протирания зависят от положения и скорости движущейся матрицы и обычно могут быть очень маленькими. Преимущество гибки протирания заключается в том, что его можно использовать для сгибания листового металла под острыми углами и небольшими радиусами, сохраняя при этом плоскостность и целостность листового металла. Недостатком гибки протирания является то, что точность и согласованность изгиба низки и зависят от таких факторов, как отскок листового металла и распределение изгибающих сил, которые необходимо исправить и компенсировать.

Гибка фальцовка-это метод, используемый для сгибания листового металла в сложенную форму с помощью инструмента, называемого гибкой матрицы, который создает сложенный изгиб при складывании, которое заставляет листовой металл деформироваться упруго и пластично на линии сгиба матрицы. В этом процессе листовой металл зажат между двумя плашками, одна из которых фиксирована, а другая вращается, а вращающаяся матрица вращается вверх или вниз вдоль линии сгибания фиксированной матрицы, в результате чего листовой металл изгибается в точке контакта между двумя плашками. Угол и радиус изгиба зависят от положения и угла вращающейся матрицы и обычно могут достигать широкого диапазона. Преимущество гибки заключается в том, что ее можно использовать для сгибания сложенных и сложных форм листового металла, сохраняя при этом плоскостность и целостность листового металла. Недостатки изгиба и складывания заключаются в том, что точность и согласованность изгибов низки и зависят от таких факторов, как отскок листового металла и распределение изгибающих сил, которые необходимо исправить и компенсировать.
Каждый тип гибки имеет свои характеристики, преимущества и недостатки, а также требует разных инструментов, оборудования, параметров, методов и т. Д. При выборе и использовании методов гибки листового металла необходимо делать разумные суждения и выбор в зависимости от материала, толщины, форма, размер, угол изгиба, Радиус загиба и другие факторы металлического листа, так же, как цель и требования гнуть, достигнуть самых лучших гнуть результатов.
Richconn-отличный выбор, когда вам нужноУслуги по обработке листового металла. С государством -- искусства оборудования и опытной команды, мы можем обеспечить высококачественные решения изготовления металлического листа. Нужно ли вамОбработка деталей на заказ, Сборка шасси или другие услуги по изготовлению листового металла, Richconn поможет вам. Известные своим профессионализмом, надежностью и точным качеством изготовления, они являются надежным партнером для многих клиентов.
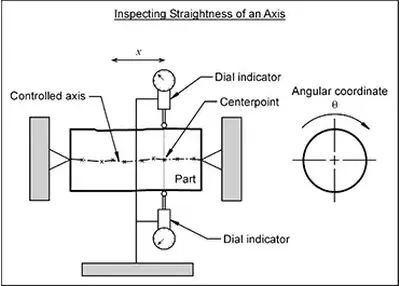 Понимание Прямолинейности: раскрытие точности в инженерииNovember 21, 2023Добро пожаловать в путешествие по царству прямолинейности-фундаментальной концепции в мире машиностроения и точного производства. Вы когда-нибудь задумывались, как прямолинейность влияет на качество продукции или эффективность производственных процессов? Присоединяйтесь ко мне, когда мы исследуем нюансы и практическое применение этого важного элемента.view
Понимание Прямолинейности: раскрытие точности в инженерииNovember 21, 2023Добро пожаловать в путешествие по царству прямолинейности-фундаментальной концепции в мире машиностроения и точного производства. Вы когда-нибудь задумывались, как прямолинейность влияет на качество продукции или эффективность производственных процессов? Присоединяйтесь ко мне, когда мы исследуем нюансы и практическое применение этого важного элемента.view Как максимизировать эффективность технологии CNC подвергая механической обработке?August 14, 2023Положительные инновации механического обрабатывающего оборудования с ЧПУ Для того, чтобы максимизировать эффект применения технологии обработки с ЧПУ, необходимо проанализировать характеристики обработки с ЧПУ ODM...view
Как максимизировать эффективность технологии CNC подвергая механической обработке?August 14, 2023Положительные инновации механического обрабатывающего оборудования с ЧПУ Для того, чтобы максимизировать эффект применения технологии обработки с ЧПУ, необходимо проанализировать характеристики обработки с ЧПУ ODM...view Селективное лазерное спекание: все, что вам нужно знатьAugust 4, 2023Селективное лазерное спекание (SLS)-это новаторская технология аддитивного производства, которая произвела революцию в различных отраслях промышленности. Используя лазер в качестве источника энергии и тепла, SLS связывает порошкообразный мат...view
Селективное лазерное спекание: все, что вам нужно знатьAugust 4, 2023Селективное лазерное спекание (SLS)-это новаторская технология аддитивного производства, которая произвела революцию в различных отраслях промышленности. Используя лазер в качестве источника энергии и тепла, SLS связывает порошкообразный мат...view Обработка титана с ЧПУ: прецизионное мастерство и применениеNovember 6, 2023Готовы ли вы погрузиться в мир обработки титана с ЧПУ? Если вы инженер, дизайнер или производитель, стремящийся овладеть искусством обработки этого замечательного металла с ЧПУ, вы попали в нужное место. В этой статье я расскажу вам о тонкостях обработки титана с ЧПУ, предлагая ценную информацию, лучшие практики и реальные приложения.view
Обработка титана с ЧПУ: прецизионное мастерство и применениеNovember 6, 2023Готовы ли вы погрузиться в мир обработки титана с ЧПУ? Если вы инженер, дизайнер или производитель, стремящийся овладеть искусством обработки этого замечательного металла с ЧПУ, вы попали в нужное место. В этой статье я расскажу вам о тонкостях обработки титана с ЧПУ, предлагая ценную информацию, лучшие практики и реальные приложения.view Изучение нейлона: мир возможностейSeptember 28, 2023Невероятная прочность и универсальность нейлона сделали его краеугольным камнем текстильной промышленности. От шелковистых чулок до прочной верхней одежды нейлоновые волокна произвели революцию в наших гардеробах.view
Изучение нейлона: мир возможностейSeptember 28, 2023Невероятная прочность и универсальность нейлона сделали его краеугольным камнем текстильной промышленности. От шелковистых чулок до прочной верхней одежды нейлоновые волокна произвели революцию в наших гардеробах.view Какие детали подходят для 5-осевой обработки?October 30, 2023За последние несколько лет технология обработки с ЧПУ превратилась из простых станков в более сложные. 5-осевая обработка с ЧПУ-один из самых передовых процессов обработки, доступных сегодня. Он использует методы субтрактивной обработки, которые предлагают бесконечные возможности для создания деталей. Технология использует режущие инструменты, которые работают на 5 осях, чтобы разрезать заготовку до желаемой формы и размера.view
Какие детали подходят для 5-осевой обработки?October 30, 2023За последние несколько лет технология обработки с ЧПУ превратилась из простых станков в более сложные. 5-осевая обработка с ЧПУ-один из самых передовых процессов обработки, доступных сегодня. Он использует методы субтрактивной обработки, которые предлагают бесконечные возможности для создания деталей. Технология использует режущие инструменты, которые работают на 5 осях, чтобы разрезать заготовку до желаемой формы и размера.view EN
EN
 ru
ru 

")