
Процесс отсечки и обработки канавок является важной частьюТокарная обработка с ЧПУИ создает множество уникальных проблем. Во время процесса обработки ограничения жесткости станка и инструмента, условий охлаждения, методов программирования, производительности инструмента и многих других факторов могут вызвать проблемы с эффективностью обработки, качеством и безопасностью. В то же время отрезанная область обработки канавок очень узкая, удаление и контроль стружки, безопасность лезвия предъявляет высокие требования, материал инструмента высокой надежности и отличная структура канавки стали важным показателем стремления к рынку, и высокопроизводительный инструмент для резки канавок с превосходной технологией обработки, Решить отрезать канавку высокоэффективной и качественной обработки важным способом. Мы здесь, чтобы поговорить о выборе навыков и методов обработки канавок.

Режущие инструменты и канавочные инструменты широко используются в механической обработке, автомобилестроении, металлообработке, производстве электроники и других областях. Например, автомобильное производство использует отрезные инструменты для канавки и обработки автомобильных деталей, а при обработке подшипников инструменты для канавки используются для обработки канавок подшипников и так далее. Режущие и канавочные инструменты играют незаменимую роль в механической обработке и производстве, а их превосходные характеристики и широкий спектр применения способствуют развитию и прогрессу обрабатывающей промышленности.
В то же время процесс отсечки и отсечки характеризуется очень узкой зоной резания, что создает проблему с контролем стружки, образующейся во время механической обработки. Особенно в процессе отсечки инструмент окружен материалом заготовки с обеих сторон во время резки, что ограничивает путь выгрузки стружки. В то же время тонкие стружки, образующиеся при обрезке и нарезке канавок, как правило, не ломаются, а неконтролируемые стружки ленты могут привести к засорению стружки, повреждению заготовки и риску для безопасности оператора. Кроме того, проблемы с управлением микросхемой могут предотвратить реализацию автоматической или «полностью автоматизированной» обработки.
Кроме того, высокая деформация стружки, высокие силы резания, концентрированные температуры резания и низкая жесткость инструмента также являются важными факторами при отсечке и нарезке канавок. Выбор более оптимизированных технологических решений для обработки, и высокопроизводительный режущий инструмент для резки является важным способом решения проблем обработки отрезных канавок.

Режущая канавка или канавка спереди для основной режущей кромки, обе стороны для подрежущей кромки, процесс резки для поперечной подачи в основном, основная режущая кромка выдерживает большую силу резания, в то же время из-за резки трещины и разряда сложнее, Температура резки режущей кромки высока, в сочетании с воздействием недостаточных факторов охлаждения безопасность процесса резки сталкивается с большей проблемой. Поэтому, перед лицом различных требований к обработке, соответствующая технология обработки процесса должна быть выбрана таким образом, чтобы реализовать высокоэффективную и безопасную обработку канавок отсечки.
Есть некоторые конкретные рекомендации по настройке инструментов для отрезания и нарезания канавок. При настройке инструмента следует позаботиться о том, чтобы вставка была действительно перпендикулярна оси заготовки. Это сводит к минимуму осевые усилия на инструменте и предотвращает трение сторон вставки. Для положения инструмента, центральная высота режущей кромки должна быть как можно ближе к центру воркпьесе, с отклонением ± 0,1 мм или более менее, которое также предотвращает чрезмерное давление на инструмент, которое смогло сократить жизнь инструмента.
Кроме того, стабильность рабочих условий для обработки отрезных канавок имеет решающее значение. Стабильные условия резки могут не только обеспечить высокую эффективность обработки, но и добиться лучшего качества обработки. Поэтому для токарных станков с ЧПУ убедитесь, что положение канавок находится как можно ближе к положению патрона, и в то же время, исходя из предпосылки, чтобы не мешать заготовке, старайтесь использовать больший диаметр резцедрона и наименьший свес инструмента.
Режущие параметры режущего и канавочного инструмента отличаются от параметров обычного точения. Если скорость шпинделя постоянна, скорость резания отсечкиИнструмент замедляется до нуля, когда он достигает центра стержня. Замедленная скорость оказывает сильное давление на инструмент и может привести к тому, что материал заготовки прилипнет к режущей кромке. Следовательно, скорость подачи должна быть уменьшена по мере приближения инструмента к центру детали.
Вставки, используемые в процессе резки и обработки канавок, обычно узкие, в то время как процесс резки нестабилен из-за преобладания боковой подачи. Параметры вырезывания можно эффектно отрегулировать для того чтобы достигнуть деформации обломока клонят оптимизировать, разумная скорость вырезывания и питание могут эффектно достигнуть формы обломока линии роста волос, и различные вставки типа паза вообще имеют самый соотвествующий ряд параметров вырезывания. Ниже приведена обычная форма стружки в процессе отрезания канавки.
Разумный выбор системы охлаждения может эффективно улучшить эффект разрушения и охлаждения стружки отрезной канавки, в настоящее время обычное водяное охлаждение является наиболее распространенной формой охлаждения для обработки отрезных канавок. Однако заливка охлаждающей жидкости обычно не в состоянии создать достаточное давление для достижения зоны резания при отсечке и нарезке канавок. Кроме того, заливка форсунок охлаждающей жидкости может быть трудно найти, чтобы направить охлаждающую жидкость туда, где она наиболее необходима. Наконец, относительно слабый наливающийся поток охлаждающей жидкости может быть преобразован в пар в зоне резки, что эффективно создает барьер, который предотвращает утечку тепла, выделяемого в процессе резки. В результате, струйное охлаждение под высоким давлением стало востребованной формой охлаждения для отрезных канавок в последние годы. Для достижения наилучших результатов охлаждающая жидкость высокого давления должна доставляться через регулярные промежутки времени и как можно ближе к зоне резки, чтобы обеспечить поломку стружки и оптимальное охлаждение, что приведет к повышению стабильности резки и более длительному сроку службы пластины.
● Оптимизация процесса обработки
Выбор подходящего процесса и метода обработки при обработке отрезных канавок может не только оптимизировать процесс обработки, но и повысить эффективность обработки и качество обработки. Различные профилирующие канавки выбирают разные процессы обработки, поэтому необходимо сочетать характеристики канавки и работоспособность процесса. Для общей формы паза может быть прямая резка; лицевые более глубокие канавки, необходимо использовать инструкции по циклу клевания для обработки стружки; для обработки выбираются более широкие канавки с поперечным точением; Дуговой канавки при обработке, насколько это возможно, использовать круглую головку токарного инструмента и кончик инструмента дуги половинной компенсации инструкции по обработке.
Учитывая характеристики отсечки и обработки канавок, Richconn разработала системы отсечки и обработки канавок GT, CT и RM, которые могут эффективно реализовывать требования к процессу обработки отсечки, обработки канавок и профилирования, и в то же время обеспечить безопасность процесса резки, высокое качество и долгий срок службы инструмента.
Это серия вставок для нарезания канавок и отсечки, которая отвечает потребностям высокоэффективного нарезания канавок (с большой подачей). Тип паза имеет следующие характеристики:
(1) Конструкция канавки с прочностью кромки и остротой подходит для большой подачи резки и обработки канавок из углеродистой стали, легированной стали и чугуна;
(2) Конструкция большого пространства для удержания стружки обеспечивает плавный поток резки, а также правильное хранение охлаждающей жидкости для снижения температуры резки в области кромки.

(1) Уникальная конструкция чипбрейка соответствует требованиям дробления стружки и управления стружкой для обработки канавок и поперечного точения;
(2) Многолинейная конструкция боковой кромки обеспечивает плавное удаление стружки при различных условиях резания во время поперечной токарной обработки;
(3) Конструкция с переменной шириной режущей кромки и специальная технология обработки кромок обеспечивают резкость и прочность кромок одновременно.

(1) Конструкция из восьми равных ударов по окружности обеспечивает хороший контроль стружки во время профилирования и лучшее качество поверхности;
(2) Двойные передние углы и широкая конструкция ленты режущей кромки с учетом остроты резки и прочности кромки.
Типы канавок GT, CT и RM всего поколения сочетаются с новыми марками HR8225 и HR7225, чтобы решить двойные требования высокой эффективности и длительного срока службы для различных типов обработки канавок. Среди них-HR8225 использует новый матричный состав из цементированного карбида с высокой прочностью, отличной износостойкостью и надежной вязкостью, а также композитное многослойное CVD-покрытие с высокопрочным направленным ростом оксида алюминия с отличной износостойкостью, в то время как HR7225 использует новые неметаллические модифицированные наноградиентные композитные структурные покрытия, со сверхвысокой нано-твердостью, хорошей устойчивостью к отказу сцепления, И выпуск облигаций фильм-основания, с более дальнеишим повышением безопасности. Дальнейшее повышение безопасности.

Название и материал обработки: седло коробки передач 40Cr (21 ~ 24HRC)
Обрабатывающее оборудование: токарный станок с ЧПУ
Используемая вставка: HR8225/QCMB4004-CT
Конкурент: импортная вставка с пазом 4 мм
Параметры обработки: vc (макс.) = 150 м/мин f = 0,2 мм/r ap = 2 мм
Метод охлаждения: водяное охлаждение
Форма обработки: поворачивать торца калибруя
Эффект использования: Richconn HR8225/QCMB4004-CT может соответствовать стандарту смены инструмента с одним наконечником, оригинальное использование импортного стандарта смены инструмента для вставки с канавкой 4 мм составляет 60 штук/кромка.

Рисунок обработки деталей внешний вид
Заготовка и материал: гайка 38CrSi (280 ~ 300HB)
Обрабатывающее оборудование: токарный станок с ЧПУ
Используемая вставка: HR7225/QCMB3002-GT
Оригинальная вставка: резак для канавок 3 мм японского бренда
Параметры обработки: n = 1000 об/мин f = 0,05 мм/об
Метод обработки: отрезать
Метод охлаждения: водяное охлаждение
Эффект использования: Richconn HR7225/QCMB3002-GT одиночный наконечник может быть стабилизирован, обработан 70 штук, средний срок службы оригинального лезвия с одним наконечником составляет 50 штук, а стабильность производительности продуктов Richconn значительно лучше, чем у оригинального продукта.

Рисунок обработки деталей внешний вид
 Управление движением с ЧПУ и три распространенных типаOctober 20, 2023Многие станки с ЧПУ могут оставаться без присмотра на протяжении всего цикла обработки, освобождая оператора для других задач. Это преимущество позволяет пользователям ЧПУ обеспечить несколько побочных эффектов, включая снижение утомляемости оператора, ошибки из-за ошибки оператора, а также последовательное и предсказуемое время обработки для каждой детали.view
Управление движением с ЧПУ и три распространенных типаOctober 20, 2023Многие станки с ЧПУ могут оставаться без присмотра на протяжении всего цикла обработки, освобождая оператора для других задач. Это преимущество позволяет пользователям ЧПУ обеспечить несколько побочных эффектов, включая снижение утомляемости оператора, ошибки из-за ошибки оператора, а также последовательное и предсказуемое время обработки для каждой детали.view Что такое обработка металла?November 3, 2023Когда дело доходит до формирования мира вокруг нас, немногие процессы играют ключевую роль, как обработка металла. Независимо от того, являетесь ли вы любопытным энтузиастом или профессионалом отрасли, ищущим более глубокого понимания, эта статья-ваше окончательное руководство к пониманию сути обработки металлов.view
Что такое обработка металла?November 3, 2023Когда дело доходит до формирования мира вокруг нас, немногие процессы играют ключевую роль, как обработка металла. Независимо от того, являетесь ли вы любопытным энтузиастом или профессионалом отрасли, ищущим более глубокого понимания, эта статья-ваше окончательное руководство к пониманию сути обработки металлов.view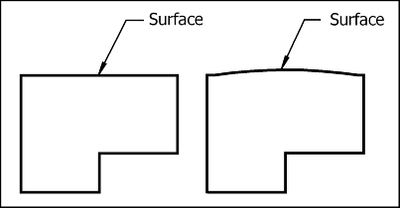 Изучение сущности плоскостности: всеобъемлющее пониманиеNovember 21, 2023В мире, где преобладают точность и точность, понимание концепции плоскостности становится первостепенным. Независимо от того, работаете ли вы в машиностроении, математике или производственном секторе, важность достижения оптимальной плоскостности невозможно переоценить. Присоединяйтесь ко мне в путешествии, когда мы углубимся в нюансы и практическое применение этого важного аспекта в различных областях.view
Изучение сущности плоскостности: всеобъемлющее пониманиеNovember 21, 2023В мире, где преобладают точность и точность, понимание концепции плоскостности становится первостепенным. Независимо от того, работаете ли вы в машиностроении, математике или производственном секторе, важность достижения оптимальной плоскостности невозможно переоценить. Присоединяйтесь ко мне в путешествии, когда мы углубимся в нюансы и практическое применение этого важного аспекта в различных областях.view Селективное лазерное спекание: все, что вам нужно знатьAugust 4, 2023Селективное лазерное спекание (SLS)-это новаторская технология аддитивного производства, которая произвела революцию в различных отраслях промышленности. Используя лазер в качестве источника энергии и тепла, SLS связывает порошкообразный мат...view
Селективное лазерное спекание: все, что вам нужно знатьAugust 4, 2023Селективное лазерное спекание (SLS)-это новаторская технология аддитивного производства, которая произвела революцию в различных отраслях промышленности. Используя лазер в качестве источника энергии и тепла, SLS связывает порошкообразный мат...view Оценка Ультрафиолетовый-устойчивых пластиковых вариантовOctober 17, 2023Всем известно, что защита от солнца важна при прогулке на пляже или проведении расслабляющей субботней рыбалки. Это связано с тем, что ультрафиолетовые (УФ) лучи солнца могут нанести серьезный ущерб незащищенной коже, что приведет к болезненным солнечным ожогам или еще хуже. Полимеры аналогичным образом повреждаются УФ-излучением, хотя и медленнее и гораздо менее резко, чем у людей.view
Оценка Ультрафиолетовый-устойчивых пластиковых вариантовOctober 17, 2023Всем известно, что защита от солнца важна при прогулке на пляже или проведении расслабляющей субботней рыбалки. Это связано с тем, что ультрафиолетовые (УФ) лучи солнца могут нанести серьезный ущерб незащищенной коже, что приведет к болезненным солнечным ожогам или еще хуже. Полимеры аналогичным образом повреждаются УФ-излучением, хотя и медленнее и гораздо менее резко, чем у людей.view Что такое вал?October 30, 2023Вал-это в основном вращающаяся часть любой машины, имеющая круглое поперечное сечение, которое используется для передачи мощности от одной части к другой или от генерирующей энергии машины к энергопоглощающей машине. Для передачи мощности один конец вала подключен к источнику питания, а другой конец-к машине. Валы могут быть твердыми или полыми согласно требованию, полые валы помогают в уменьшении веса и обеспечивают преимущества.view
Что такое вал?October 30, 2023Вал-это в основном вращающаяся часть любой машины, имеющая круглое поперечное сечение, которое используется для передачи мощности от одной части к другой или от генерирующей энергии машины к энергопоглощающей машине. Для передачи мощности один конец вала подключен к источнику питания, а другой конец-к машине. Валы могут быть твердыми или полыми согласно требованию, полые валы помогают в уменьшении веса и обеспечивают преимущества.view EN
EN
 ru
ru 


