
Винты-наиболее распространенные крепежные элементы, используемые для создания съемных резьбовых соединений в бытовой технике, промышленном оборудовании, транспорте, строительных конструкциях и других машинах и механизмах. Рассмотрим разновидности болтов, материалы конструкции, а также особенности их изготовления.
Болты состоят из цилиндрического стержня с резьбовым пазом на одном конце и головкой на другом, предназначенной для создания съемного соединения. В зависимости от формы головки, различают несколько видов болтов:
Шестиугольная;
Круглый;
Овальный;
Площадь;
Полу-круглая.
Наиболее распространенными являются болты с шестигранными головками для соединений, подвергающихся нагрузкам различной природы-статической, циклической и динамической. Они активно используются в автомобильной промышленности для соединения деталей, работающих в суровых условиях-крепления шатунов, крышек коленчатого вала, соединения головок блоков цилиндров, а также элементов шасси.
Диаметр резьбы и гладкая часть стержня;.
Длина резьбы и общая длина стержня.
Нормальный или уменьшенный диаметр головы.
Болты изготавливаются с тремя типами точности-грубой, нормальной и повышенной. По этому показателю метизы отличаются точностью геометрических размеров, величиной отклонения от номинальной формы и косметическими дефектами, которые регламентируются положениями стандарта.
Чаще всего болты с метрической резьбой применяются к внешней стороне штока. Форма канавок и выступов образуют равнобедренные треугольники. Единица измерения-миллиметр. Оборудование с трубной, трапециевидной, упорной или прямоугольной резьбой встречается реже.

Цинк-наиболее распространенное антикоррозионное покрытие, которое обеспечивает анодную защиту стали от атмосферных воздействий при нормальных и низких температурах.
Кадмий-редкость в современной промышленности, что обусловлено токсичностью этого химического элемента и его соединений. Кроме того, эксплуатационные свойства сопоставимы с цинковыми покрытиями.
Никель-является катодным по отношению к стали, поэтому покрытие используется для улучшения визуального качества метизов. Основная область применения-производство мебели.
Фосфатирование-это химическая обработка поверхностей специальными соединениями, в результате которой образуются фосфатные пленки с высокими защитными свойствами. Тип кристаллической структуры зависит от качества получаемой щелочи; и
Окисляя образование фильма окиси на поверхности болта с защитными свойствами близко к тому из покрытия фосфата.
Лучшая характеристика покрытие хлопь цинка, которое не включает шестивалентный хромий. Алюминиевые и цинковые хлопья обеспечивают защитные свойства.
При приемке партии контрольный образец изделия проверяется на соответствие следующим механическим свойствам:
Временное сопротивление-это отношение максимальной нагрузки к исходному поперечному сечению.
Предел текучести-это наименьшее напряжение, при котором не происходит значительного увеличения растягивающей нагрузки при деформации материала.
Относительное удлинение представляет собой отношение длины образца после разрыва к первоначальному значению.
Твердость по Бринеллю-это отношение силы к области печати, оставленной идентификатором.
Ударная вязкость-это общая работа, затраченная на деформацию и разрушение предварительно отформированного образца.
Номинальная прочность болта зависит от типа стали, используемой для изготовления оборудования. Механические свойства и методы испытаний болтов, винтов и шпилек регулируются действующими стандартами, которые определяют классы прочности, типы материалов, химический состав и минимальные температуры выпуска.
Фурнитура с прочностью 3,6-6,8 изготовлена из углеродистой стали.
Метизы с прочностью 8,8-12,9 изготовлены из углеродистой стали без добавок или легирующих элементов, закалены и выпущены.
Метизы из аустенитных, мартенситных и ферритных марок стали соответствуют требованиям ГОСТ ISO 3506-1-2014.

В массовом производстве болтов,Холодной камере литьяТИспользуется технология, которая дает возможность производить продукцию подходящего качества в больших количествах.
Стабильность процесса во многом зависит от качества заготовки. Во время процесса штамповки дефекты поверхности могут привести к трещинам и разрывам. В целях снижения коэффициента отбраковки, предварительная зачистка заготовок осуществляется механическим способом или с помощью огневых методов.
Предварительная зачистка заготовок приводит к минимальной декарбюризации, что снижает вероятность образования глубоких пуансонов и царапин. Для того чтобы удалить оксидную пленку, которая может привести к преждевременному износу технического оборудования, прибегают к травлению поверхности раствором кислоты с последующей промывкой под давлением холодной или горячей водой. С целью нейтрализации кислотных остатков допускается использование извести под воздействием высоких температур. Кроме того, этот процесс помогает снизить коэффициент трения при калибровке или холодной штамповке.
Мелкосерийное производство болтов с использованием токарных, фрезерных, сверлильных и шлифовальных станков начинается с разработки технических чертежей, расчета заготовок, припусков и схем раскроя.
Производство нестандартных болтов является популярной услугой для многих компаний-производителей, которые улучшили свои процессы. Для того, чтобы произвести новый вид изделия, иногда требуется оригинальная форма или фурнитура с повышенной прочностью. Строительные организации часто заказывают изготовление фундаментных и болтовых болтов нестандартной конструкции в зависимости от особенностей производственной площадки и условий труда.
Ричконн было основано в 2008, для производства болтов и крепежные детали, мы имеем 16 лет опыта продукции, Ричконн может обеспечить вас с болтамиУслуги ЧПУ обработки, Быстро свяжитесь с нами для получения дешевого предложения!
 Обработка с ЧПУ и обработанные колеса: повышение автомобильного совершенстваNovember 7, 2023Готовы ли вы погрузиться в сложный мир обработки с ЧПУ и его замечательную связь с обработанными колесами? Как автомобильный энтузиаст и профессионал в области обработки с ЧПУ, я очень рад провести вас через это всестороннее исследование динамического взаимодействия между точным машиностроением и высокопроизводительными колесами. -Давай покатимся!view
Обработка с ЧПУ и обработанные колеса: повышение автомобильного совершенстваNovember 7, 2023Готовы ли вы погрузиться в сложный мир обработки с ЧПУ и его замечательную связь с обработанными колесами? Как автомобильный энтузиаст и профессионал в области обработки с ЧПУ, я очень рад провести вас через это всестороннее исследование динамического взаимодействия между точным машиностроением и высокопроизводительными колесами. -Давай покатимся!view 7 Области применения обработки медицинских деталей с ЧПУ ПроизводствоOctober 25, 2023Медицинская промышленность постоянно внедряет инновации и находит способы улучшить качество жизни и результаты для пациентов. Одна из таких технологий, компьютерная обработка с числовым программным управлением (ЧПУ), стала революционным инструментом в производстве медицинского оборудования. В этой быстро развивающейся области станки с ЧПУ не только обеспечивают высокий уровень точности и точности, но также способны справляться с широким спектром материалов и сложной геометрией.view
7 Области применения обработки медицинских деталей с ЧПУ ПроизводствоOctober 25, 2023Медицинская промышленность постоянно внедряет инновации и находит способы улучшить качество жизни и результаты для пациентов. Одна из таких технологий, компьютерная обработка с числовым программным управлением (ЧПУ), стала революционным инструментом в производстве медицинского оборудования. В этой быстро развивающейся области станки с ЧПУ не только обеспечивают высокий уровень точности и точности, но также способны справляться с широким спектром материалов и сложной геометрией.view Как использовать пять оси обрабатывающий центр для обработки титанового сплава фасонных деталейMarch 24, 2023Как инженер пятиосевого обрабатывающего центра, я поделюсь с вами методами обработки деталей особой формы из титанового сплава с использованием пятиосевого обрабатывающего центра, а также ключевыми моментами титанового...view
Как использовать пять оси обрабатывающий центр для обработки титанового сплава фасонных деталейMarch 24, 2023Как инженер пятиосевого обрабатывающего центра, я поделюсь с вами методами обработки деталей особой формы из титанового сплава с использованием пятиосевого обрабатывающего центра, а также ключевыми моментами титанового...view Двухцветная технология выпечки краски: достижение уникальных визуальных эффектовJuly 31, 2023Вы видели двухцветные автомобили, телефоны, бытовую технику, здания? Хотите понять, как добиться двухцветной запеченной краски? В этой статье подробно представлена эта уникальная техника рисования деталей,...view
Двухцветная технология выпечки краски: достижение уникальных визуальных эффектовJuly 31, 2023Вы видели двухцветные автомобили, телефоны, бытовую технику, здания? Хотите понять, как добиться двухцветной запеченной краски? В этой статье подробно представлена эта уникальная техника рисования деталей,...view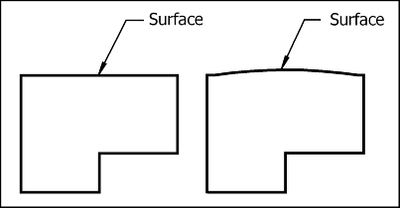 Изучение сущности плоскостности: всеобъемлющее пониманиеNovember 21, 2023В мире, где преобладают точность и точность, понимание концепции плоскостности становится первостепенным. Независимо от того, работаете ли вы в машиностроении, математике или производственном секторе, важность достижения оптимальной плоскостности невозможно переоценить. Присоединяйтесь ко мне в путешествии, когда мы углубимся в нюансы и практическое применение этого важного аспекта в различных областях.view
Изучение сущности плоскостности: всеобъемлющее пониманиеNovember 21, 2023В мире, где преобладают точность и точность, понимание концепции плоскостности становится первостепенным. Независимо от того, работаете ли вы в машиностроении, математике или производственном секторе, важность достижения оптимальной плоскостности невозможно переоценить. Присоединяйтесь ко мне в путешествии, когда мы углубимся в нюансы и практическое применение этого важного аспекта в различных областях.view Какие процессы обработки?November 16, 2023Процессы обработки являются ключевым методом производства, используемым для преобразования сырья в желаемые детали и продукты. Эти процессы включают фрезерование, токарную обработку, сверление, шлифование, развертывание, штамповку, ковка, литье под давлением, электроэрозионную обработку, термообработку, сварку, растягивание, порошковую металлургию и 3D-печать. Ниже приведены некоторые распространенные процессы обработки:view
Какие процессы обработки?November 16, 2023Процессы обработки являются ключевым методом производства, используемым для преобразования сырья в желаемые детали и продукты. Эти процессы включают фрезерование, токарную обработку, сверление, шлифование, развертывание, штамповку, ковка, литье под давлением, электроэрозионную обработку, термообработку, сварку, растягивание, порошковую металлургию и 3D-печать. Ниже приведены некоторые распространенные процессы обработки:view EN
EN
 ru
ru 
")
