
Расточка-это очень широко используемый процесс, который включает в себя сверление, развёртывание, развёртывание и инструменты для протяжки внутренней поверхности. По сравнению с другими видами обработки, растачивание-сложный процесс. Он зависит только от регулировки лезвия (или седла лезвия), которое должно обрабатываться, например, H7, H6, например, отверстий на микронном уровне. С распространением обрабатывающих центров теперь скучный процесс требует только программирования, работы с помощью кнопки и т. Д. Из-за этого существует потребность в более простом, более удобном, более точном инструменте для обеспечения качества продукции. Здесь в основном с точки зрения навыков оснастки для анализа расточного процесса на обрабатывающем центре.
Давайте поговорим о характеристиках растачивания на обрабатывающем центре:
И обработка токарного станка отличается, обрабатывающий центр обработки, потому что инструмент прокатки, не сможет понять ситуацию кончика инструмента во времени, чтобы отрегулировать количество подачи и так далее. Не может быть как токарный станок с ЧПУ, который может регулировать только кнопку с ЧПУ, может изменять диаметр обработки. Это стало большим препятствием для полной активной обработки. Из-за этого, поэтому необходимо требовать сверлильного инструмента с организацией точной настройки или активной функцией компенсации, особенно в точном растачивании в соответствии с требованиями государственной службы иногда необходимо в регулировке уровня микрона. Кроме того, обрабатывающий центр растачивается, потому что направление оттока стружки постоянно меняется, поэтому наконечник инструмента, охлаждение заготовки, а также выброс стружки намного сложнее, чем обработка на токарном станке.

Расточная обработка является наиболее распространенной, но и самой головной болью является вибрация. В обрабатывающем центре на вибрацию основные причины заключаются в следующем:
1) жесткость системы: включая держатель инструмента, расточный стержень и центр жесткости шарнирной части. Поскольку это консольная обработка, особенно небольших отверстий, глубоких отверстий и обработки твердых деталей, жесткость системы особенно важна.
2) Динамическое равновесие детализированной системы инструмента: относительно оси качения детализированной системы инструмента сам инструмент имеет несбалансированную массу, при качении из-за действия несбалансированной центробежной силы и приводит к возникновению вибрации. Динамический баланс инструмента оказывает большое влияние, особенно при высокоскоростной обработке.
3) Заготовка сама или заготовка фиксированной жесткости: как некоторые мелкие, более тонкие детали из-за собственного отсутствия жесткости или из-за формы заготовки не могут использовать разумное приспособление для адекватной фиксации.
4) Форма наконечника лезвия: передний угол лезвия, радиус наконечника, форма паза стружки различного сопротивления резанию также отличается.
5) Режа условия: включая скорость вырезывания, питание, количество питания, так же, как к методам и разнообразиям масла вырезывания.
6) система шпинделя машины: ригидность самого шпинделя машины, функция подшипников и шестерен, так же, как ригидность соединения между шпинделем и хвостовиком.

При растачивании отверстий самое главное-правильно зажать инструмент на обрабатывающем центре. При малом растачивании отверстий высота центра инструмента является важным фактором, ведущим к поломке инструмента. Если инструментальная высота ниже центральной, это повлияет на функцию обработки инструмента. Основными проявлениями являются:
1) Основной задний угол режущей кромки относительно заготовки уменьшается, в результате чего задняя поверхность инструмента контактирует с заготовкой, так что возникает конфликт между вставкой и заготовкой, а также когда вставка вращается, Этот конфликт приведет к дальнейшему нарушению кончика инструмента, в результате чего инструмент будет глубже врезаться в заготовку. Несколько параметров режущей кромки оказывают большое влияние на неровность эффективности резания и качество обработки. Увеличьте передний угол, может уменьшить пластическую деформацию режущего слоя замешивания передней поверхности, уменьшить поток стружки через фронт сопротивления конфликту, а затем уменьшить силу резания и жару резания. Но увеличьте передний угол, в то же время уменьшите прочность режущей кромки, уменьшите объем рассеивания тепла режущей головки.
2) Когда задний угол инструмента уменьшается, передний угол вставки относительно заготовки также увеличивается, что затем заставляет инструмент царапать заготовку, заставляя инструмент вибрировать и повреждать инструмент. Эта ситуация более серьезна при сверлении небольших отверстий.
По этой причине рекомендуется, чтобы инструментальный прибор shДолжна быть немного выше, чем высота центра (но должна быть как можно ближе к высоте центра). Это может сделать инструмент относительно заготовки нормальный угол наклона спинки увеличивается, условия резания были улучшены, если обработка вибрации, кончик инструмента будет вниз и к центру прогиба, а затем близко к центру желаемого высокого. Инструмент также можно немного вынуть, уменьшив возможность сколов заготовки. Кроме того, уменьшается передний угол инструмента, что стабилизирует рабочее давление. Если передний угол уменьшить до 0 °, возникнет слишком большое рабочее давление, что приведет к поломке инструмента. Таким образом, в расточке следует выбрать положительный передний угол расточного инструмента, в расточке отверстия 1 мм диаметр расточного стержня до 0,75 мм или около того, чтобы инструмент, принимающий силу резания, уменьшался.

В расточных отверстиях эффективный разряд стружки имеет решающее значение. Обработка, потому что инструмент в отверстии, режущая жидкость трудно достичь режущей кромки, образование трудностей разряда стружки, влияющих на срок службы инструмента. Чтобы решить эту проблему, некоторые производители инструментов начали объявлять о своего рода режущей кромке вдоль режущей кромки с охлаждающими вставками для канавок, так что режущая жидкость течет непосредственно к режущей кромке, чтобы избежать засорения стружки и повреждения инструмента.
Обычно используемые типы сверлильных инструментов:
В соответствии с содержанием обработки различных критериев выбора бурового инструмента не одинаковы, в целом следует уделять внимание собственной жесткости системы, динамическому балансу, гибкости, доверию, простоте эксплуатации, долговечности и стоимости.
Старый цельный расточный инструмент в основном используется в производственной линии серийных продуктов или специализированных станков, но на самом деле существует множество стандартов станков: NT, MT, BT, IV, CV, DV и т. Д. Даже если стандарт такой же, размер тоже другой. Даже если стандарт такой же, размер другой. Даже если стандарт и размер одинаковы, вполне возможно, что форма втулки, резьба не то же самое, или форма поверхности фланца не то же самое. Все это делает цельный расточный инструмент в соответствующем случае сталкивается с большими трудностями. Особенно в последние годы структура торгового центра, торговый центр нуждается в более быстрой скорости обновления товаров, цикл продукта все больше и больше сокращается, что требует обрабатывающего оборудования, а также инструментов обработки с более обильной гибкостью. Таким образом, большинство цельных расточных инструментов исчезли с завода.
Модульный расточный инструмент делится на: базовый хвостовик, удлинители, редуктор, расточная головка, держатель вставки и другие детали, а затем в соответствии с подробным содержанием обработки (грубая расточка, тонкая расточка; диаметр отверстия, глубина, форма; материалы заготовки и т. Д.) Для свободной комбинации. Это не только значительно уменьшает количество хвостовиков, снижает стоимость, но и может соответствовать различным требованиям к гибкой обработке и продлевать срок службы инструмента в целом. Сейчас на рынке представлены разнообразные модульные расточные инструментальные системы, методы их сочленения различны. К примеру:
(1) БОЛЬШОЙ-метод KAISER: он как раз полагается на конусности винтов конусности 15 ° к сочленению, фикчированному когда вам только нужен небольшой шестигранный ключ, деятельность очень удобен;
(2) Боковой фиксированный тип: этот метод артикуляции предназначен только для достижения цели фиксации. Подавляющее большинство его усилие затягивания направляется в радиальное направление. Не только торец тела артикуляции не может быть близко, радиальная ориентация также изменится;
(3) Ввинчивающийся тип: хотя конечная грань артикулирована, фаза наконечника инструмента по окружности изменится;
(4) тип заднего натяжения: торцевая грань сочленения и биения лучше, но работоспособность очень плохая.
Конечно, тип торгового центра имеет гораздо больше, чем вышеперечисленных типов, пользователь может основываться на необходимости выбора необходимого типа расточного инструмента. Как видите, модульный расточный инструмент имеет то преимущество, что цельный расточный инструмент не может сравниться. Конечно, это также требует, чтобы модульный расточный инструмент имел высокую точность сочленения и высокую жесткость сочленения, а также высокую повторяемость и высокую надежность. Короче говоря, модульная расточная система инструмента имеет большие преимущества, но это не означает, что, пока она модульная, это хорошо. Необходимо измерять от жесткости артикуляции, точности, работоспособности, цены и других аспектов.
Потому что в высокой температуре, высоком давлении, высокой скорости, и в въедливых жидкостных частях деятельности средств массовой информации, свое использование трудное для обработки больше и больше материалов, расточная обработка аКтиве уровень медленного на подвергая механической обработке точности требований больше и больше высокого. Чтобы привыкнуть к этой ситуации, разработка расточных инструментов будет заключаться в разработке и использовании новых инструментальных материалов, чтобы лучше справляться с твердостью материала инструмента и прочностью оппозиции между; дальнейшее развитие структуры индексируемых инструментов; прогресс в производстве точности оснастки, Снизить качество продукции различных продуктов и использовать инструменты для полной оптимизации.
Richconn-это компания, которая специализируется на предоставлении индивидуальныхПрецизионная обработка деталейС большим опытом обработки и техническими возможностями. Если вам нужна расточная обработка, рассмотрите Richconn в качестве партнера. Наша команда профессионалов может удовлетворить ваши потребности и обеспечить высокое качествоУслуги ЧПУ обработки.
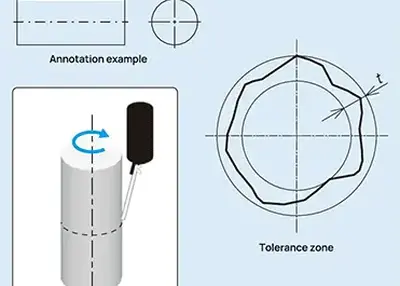 Раскрытие точности: изучение округлости, GD & T и передовых методов измеренияNovember 21, 2023Готовы ли вы погрузиться в мир точного машиностроения? Давайте отправимся в путешествие, чтобы разгадать тонкости округлости, ее симбиотические отношения с GD & T и передовые методы, определяющие ее стандарты измерения.view
Раскрытие точности: изучение округлости, GD & T и передовых методов измеренияNovember 21, 2023Готовы ли вы погрузиться в мир точного машиностроения? Давайте отправимся в путешествие, чтобы разгадать тонкости округлости, ее симбиотические отношения с GD & T и передовые методы, определяющие ее стандарты измерения.view Обязательно прочитайте для специалистов по закупкам! 2023 Отчет о промышленности резиновых форм и деталей в КитаеAugust 16, 2023Обзор: В этом отчете представлен углубленный анализ тенденций развития, конкурентного ландшафта и ключевых характеристик резиновых форм и промышленности деталей Китая в 2023 году. Он служит в качестве им...view
Обязательно прочитайте для специалистов по закупкам! 2023 Отчет о промышленности резиновых форм и деталей в КитаеAugust 16, 2023Обзор: В этом отчете представлен углубленный анализ тенденций развития, конкурентного ландшафта и ключевых характеристик резиновых форм и промышленности деталей Китая в 2023 году. Он служит в качестве им...view Производство с ЧПУ: прецизионное мастерство в цифровую эпохуNovember 1, 2023Станки с ЧПУ (станки с ЧПУ)-это высокоавтоматизированные производственные инструменты, которые используют компьютеризированную систему управления для точного контроля движения инструментов и заготовок для выполнения различных операций обработки. Производство с ЧПУ используется в самых разных отраслях промышленности, от автомобильной до аэрокосмической, и от медицинских устройств до производства мебели. Ниже приведены некоторые примеры производства ЧПУ, демонстрирующие его широкий спектр применения в различных областях:view
Производство с ЧПУ: прецизионное мастерство в цифровую эпохуNovember 1, 2023Станки с ЧПУ (станки с ЧПУ)-это высокоавтоматизированные производственные инструменты, которые используют компьютеризированную систему управления для точного контроля движения инструментов и заготовок для выполнения различных операций обработки. Производство с ЧПУ используется в самых разных отраслях промышленности, от автомобильной до аэрокосмической, и от медицинских устройств до производства мебели. Ниже приведены некоторые примеры производства ЧПУ, демонстрирующие его широкий спектр применения в различных областях:view Аутсорсинг механической обработки: преимущества и недостатки полного анализаNovember 16, 2023Механическая обработка Аутсорсинг является общей бизнес-моделью в обрабатывающей промышленности, которая принимает потребности компании в механической обработке и дает их другому внешнему поставщику, который специализируется на механической обработке.view
Аутсорсинг механической обработки: преимущества и недостатки полного анализаNovember 16, 2023Механическая обработка Аутсорсинг является общей бизнес-моделью в обрабатывающей промышленности, которая принимает потребности компании в механической обработке и дает их другому внешнему поставщику, который специализируется на механической обработке.view Переход с металла на пластикOctober 18, 2023Производственный сектор постоянно развивается по мере появления новых тенденций и процессов. Среди наиболее интересных тенденций-относительно новая идея конструкторов заменить металлические детали литьем пластмасс под давлением.view
Переход с металла на пластикOctober 18, 2023Производственный сектор постоянно развивается по мере появления новых тенденций и процессов. Среди наиболее интересных тенденций-относительно новая идея конструкторов заменить металлические детали литьем пластмасс под давлением.view Что такое ЧПУ: открытие революции точностиSeptember 20, 2023CNC (Computer Numerical Control)-это автоматизированная технология производства, которая использует компьютерные системы управления для точного манипулирования станками и оборудованием для обработки и производства.view
Что такое ЧПУ: открытие революции точностиSeptember 20, 2023CNC (Computer Numerical Control)-это автоматизированная технология производства, которая использует компьютерные системы управления для точного манипулирования станками и оборудованием для обработки и производства.view EN
EN
 ru
ru 

