
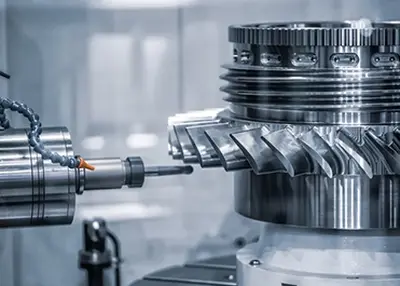
Не существует единого процесса для изготовления шестерен, потому что требуется несколько процессов в зависимости от типа и применения. Шестерни должны быть в абсолютно идеальном состоянии, чтобы адаптироваться к напряженным условиям. Вот почему производство зубчатых колес является узкоспециализированным, с жесткими допусками и небольшим пространством для ошибок. Эта статья вернет вас к производству зубчатых колес, охватывая их общие типы и применение, процессы, которые производят зубчатое колесо, и последующую обработку для производства зубчатых колес.
Существуют различные типы шестерен, а также их применение и преимущества. Ваше приложение, параметры производительности и множество других соображений влияют на тип используемого вами снаряжения. Вот пять типов механических приспособлений, с которыми вы столкнетесь.

Шпоры являются самым основным типом механической шестерни и имеют прямые зубья, параллельные оси шестерни. Они широко используются в приложениях, требующих снижения скорости или умножения крутящего момента, таких как силовые установки, аэрокосмические компоненты и промышленные машины. Прямые зубы являются простейшими в производстве и способны к большим весам и скоростям. Они непригодны для приложений, где вам также нужна бесперебойная работа, и они издают много шума.
Винтовые шестерни имеют зубья, которые наклонены под углом к оси шестерни, образуя форму спирали. Эти шестерни обеспечивают более плавную и тихую работу по сравнению с прямозубыми шестернями, потому что угловые зубья играют огромную роль в снижении ударной нагрузки и обеспечении более плавной работы. По сравнению с прямозубыми зубчатыми колесами, зубчатая передача будет иметь больше потерь и, благодаря своей конструкции, потребует упорных подшипников. Они обычно используются в тяжелой технике, автомобильных трансмиссиях и промышленном оборудовании.
Конические шестерни использованы для того чтобы передать силу между пересекая валами, с зубьями шестерни механическими отрезанными на конусообразной поверхности. Они часто используются в приложениях, где необходимо изменить направление оси вращения, например, в дифференциалах, ручных сверлах и торцовочных пилах.
Червячные шестерни состоят из червячной (винтовая шестерня) и червячного колеса (шестерня со спиральными зубьями). Общие области применения включают конвейерные системы, лебедки и лифты. Конфигурация червячного колеса не является ни быстрой, ни эффективной. Тем не менее, он имеет отличительную особенность, которая необходима для самоблокирующихся механизмов. Из-за углов передачи червь часто может повернуть колесо, но наоборот не может произойти. Еще одна вещь, которую следует иметь в виду, заключается в том, что червячные шестерни содержат много трения и могут потребовать непрерывного трения для эффективного функционирования.
Стойка и шестерня
Зубчатые передачи преобразуют вращательное движение в линейное. Стойка представляет собой штангу с прямыми зубьями, а шестерня-небольшую зубчатую зацепление со стойкой. В результате вы можете работать как с параллельными, так и с угловыми осями. Они широко используются в системах рулевого управления, подъемном оборудовании и линейных приводах.
Общие процессы производства шестерни заключаются в следующем:
Литье-это более простой процесс, который в основном используется для изготовления заготовок или цилиндров для механических шестерен, в то время как механическая обработка используется для подготовки зубов. Для продукции шестерни, самыми популярными методами литья отливка раковины,Литье под давлением, Отливка песка, и постоянное отливка прессформы. Тем не менее, есть один сектор, где литье является предпочтительным методом производства в отрасли. То есть производство чрезвычайно массивных шестерен.

В этом процессе металл нагревается и формируется с использованием сжимающих сил для получения желаемой формы шестерни. Выкованная шестерня после этого подвергнута механической обработке для того чтобы достигнуть окончательных спецификаций. Изготовление шестерен с ковкой велось на протяжении очень долгого времени. Это особенно верно при производстве зубчатых заготовок, которые позже будут разрезаны или обработаны в правильную конфигурацию. Ковка с открытым штампом, ковка с закрытым штампом и ковка с горячим расстроением использовались для производства зубчатых заготовок. Прецизионные кованые шестерни с небольшой или без финишной обработки в настоящее время обычно используются в автомобильной, грузовой, внедорожной, аэрокосмической, железнодорожной, сельскохозяйственной и погрузочно-разгрузочной промышленности, а также в энергетике и горнодобывающей промышленности.
ЭкстРусион включает принуждать заготовку металла через плашку для создания формы шестерни последовательного поперечного сечения. В то время как волочение в холодном состоянии является широко используемым процессом формирования зубчатых колес с такими преимуществами, как более близкие допуски на размер, более высокое качество отделки и отличные механические качества по сравнению с процессами горячего формования. Процесс формирования зубчатых колес более универсален и прост. Экструзия имеет более низкое потребление инструмента; однако, это не самая экономически эффективная процедура. Сегодня он используется для нескольких производственных процессов для производителей снаряжения.
Зубчатые колеса для порошковой металлургии являются экономически эффективной альтернативой зубчатым колесам из стали или чугуна с механической обработкой. Во многих случаях метод порошковой металлургии (P/M) производит детали в форме сетки или почти в форме сетки, требующие небольшой обработки или отсутствия обработки для создания конечной детали. В результате технология обеспечивает размерные допуски и механические качества, которые совместимы с широким спектром применений.
Последующая обработка при изготовлении зубчатых колес относится к дополнительным шагам, предпринимаемым после первоначального процесса изготовления зубчатых колес для улучшения качества и производительности зубчатых колес. Методы постобработки обычно используются в механике передач:
1. Шлифование
Шлифовка-это процесс удаления материала с поверхности шестерни с помощью абразивного круга. Это помогает улучшить точность размеров шестерни, чистоту поверхности и профиль зубьев.
2. Притирка
Притирка включает в себя трение двух зубчатых поверхностей вместе с абразивной пастой между ними. Этот процесс используется для достижения высокого уровня отделки поверхности, плоскостности и жестких допусков.
3. Хонингование
Хонингование-это чистовой процесс, в котором используется вращающийся абразивный инструмент для улучшения текстуры поверхности и округлости зубьев шестерни.
4. Бритье
Процесс бритья шестерни включает в себя удаление небольшого количества материала с поверхности зуба шестерни. Это помогает повысить точность передачи, снизить шум и улучшить качество поверхности.
5. полировка
Гирнирование-это процесс, который включает в себя оказание давления на поверхность шестерни с помощью вращающегося инструмента с гладкой твердой поверхностью.
Производство зубчатых колес-это высококвалифицированная отрасль, которая требует отличной точности и точности. Шестерни являются неотъемлемой частью любой механической системы, и даже незначительные производственные недостатки могут иметь серьезные последствия. В результате вы должны проявлять осторожность при выборе производителя шестерни.
Richconn имеет опыт вОбработка с ЧПУ от производителяДля деталей шестерни и имеет самую профессиональную команду, которая обеспечивает лучшую производительность по самой конкурентоспособной цене. Заполните нашу контактную форму или немедленно запросите цитату для получения дополнительной информации.
Свяжитесь с нами иПолучить мгновенное ценовое предложениеСегодня!
Щелкните его⬇⬇⬇

 Литой алюминий против обработанного алюминия: открытие чудес крафтаNovember 13, 2023В области изготовления металла выбор между литым алюминием и обработанным алюминием является ключом к раскрытию мира возможностей. Как поставщик услуг по обработке с ЧПУ, мы в Richconn понимаем важность принятия обоснованных решений в производственном процессе. Давайте отправимся в путешествие, чтобы исследовать нюансы этих двух методов, рассекая их процессы, сравнивая их производительность и раскрывая их разнообразные приложения.view
Литой алюминий против обработанного алюминия: открытие чудес крафтаNovember 13, 2023В области изготовления металла выбор между литым алюминием и обработанным алюминием является ключом к раскрытию мира возможностей. Как поставщик услуг по обработке с ЧПУ, мы в Richconn понимаем важность принятия обоснованных решений в производственном процессе. Давайте отправимся в путешествие, чтобы исследовать нюансы этих двух методов, рассекая их процессы, сравнивая их производительность и раскрывая их разнообразные приложения.view Преимущества анодирования прецизионных алюминиевых изделийOctober 19, 2023Почему вы могли хотеть анодировать алюминий? Есть несколько веских причин для рассмотрения анодирования алюминиевых деталей. Анодированный алюминий создает слой оксида и образует слой на поверхности алюминия.view
Преимущества анодирования прецизионных алюминиевых изделийOctober 19, 2023Почему вы могли хотеть анодировать алюминий? Есть несколько веских причин для рассмотрения анодирования алюминиевых деталей. Анодированный алюминий создает слой оксида и образует слой на поверхности алюминия.view Что такое механические испытания и как проверить механические свойства материаловDecember 4, 2023Механические испытания представляют собой серию испытаний, используемых для определения механических свойств материала, как он выполняет в конкретной среде. Механические свойства-это характеристики, которые описывают, как материал ведет себя и реагирует при воздействии различных типов сил и деформаций, таких как напряжение, деформация, нагрузка, температура, скорость, время и т. Д.view
Что такое механические испытания и как проверить механические свойства материаловDecember 4, 2023Механические испытания представляют собой серию испытаний, используемых для определения механических свойств материала, как он выполняет в конкретной среде. Механические свойства-это характеристики, которые описывают, как материал ведет себя и реагирует при воздействии различных типов сил и деформаций, таких как напряжение, деформация, нагрузка, температура, скорость, время и т. Д.view Открывалки для бутылок с ЧПУ: Повышение мастерства с точностью RichconnNovember 14, 2023Добро пожаловать в область, где точность встречается с инновациями-открывалки для бутылок Richconn с ЧПУ переопределяют искусство мастерства. Являясь ведущим поставщиком услуг по обработке с ЧПУ, Richconn стремится поставлять не только открывалки для бутылок, но и симфонию точности, превосходного дизайна и удовлетворенности пользователей.view
Открывалки для бутылок с ЧПУ: Повышение мастерства с точностью RichconnNovember 14, 2023Добро пожаловать в область, где точность встречается с инновациями-открывалки для бутылок Richconn с ЧПУ переопределяют искусство мастерства. Являясь ведущим поставщиком услуг по обработке с ЧПУ, Richconn стремится поставлять не только открывалки для бутылок, но и симфонию точности, превосходного дизайна и удовлетворенности пользователей.view Понимание обрабатывающих инструментов: типы, использование и выборNovember 1, 2023Обрабатывающие инструменты являются жизненно важными инструментами в производстве, используемыми для резки, стружки, шлифования и формования широкого спектра материалов, от металлов до пластмасс и дерева. Различные типы инструментов используются для различных процессов и материалов для удовлетворения различных потребностей в обработке. Ниже приведены пять распространенных типов обрабатывающих инструментов, которые используются в широком спектре производственных и обрабатывающих приложений.view
Понимание обрабатывающих инструментов: типы, использование и выборNovember 1, 2023Обрабатывающие инструменты являются жизненно важными инструментами в производстве, используемыми для резки, стружки, шлифования и формования широкого спектра материалов, от металлов до пластмасс и дерева. Различные типы инструментов используются для различных процессов и материалов для удовлетворения различных потребностей в обработке. Ниже приведены пять распространенных типов обрабатывающих инструментов, которые используются в широком спектре производственных и обрабатывающих приложений.view Обработка аэрокосмических деталей с ЧПУ: ключ к производству высокоточного машиностроенияSeptember 22, 2023Как страстный поклонник аэрокосмических технологий, я рад взять вас в мир обработки аэрокосмических деталей с ЧПУ, где точность встречается с инновациями.view
Обработка аэрокосмических деталей с ЧПУ: ключ к производству высокоточного машиностроенияSeptember 22, 2023Как страстный поклонник аэрокосмических технологий, я рад взять вас в мир обработки аэрокосмических деталей с ЧПУ, где точность встречается с инновациями.view EN
EN
 ru
ru 

