
Детали в процессе обработки, по разным причинам, обработка и изготовление размеров деталей не могут быть точно такими же, как размер чертежа деталей, степень отклонения между фактическими геометрическими параметрами и идеальными геометрическими параметрами для обработки деталей ошибка.
Допуск-это механическое проектирование и производство, фактические параметры стоимости детали допустимого количества изменения. Чем больше допустимый диапазон вариаций, тем больше допуск и тем больше допустимая погрешность обработки, и наоборот.
Части различных производственных процессов, причины отклонения различны, к механической обработке, например, основные причины ошибки заключаются в следующем:
Производственная ошибка станка в основном включает в себя ошибку вращения шпинделя, ошибку направляющей и ошибку цепи передачи.
Ошибка вращения шпинделя относится к моменту шпинделя фактической оси вращения относительно средней оси вращения величины изменения, которая будет напрямую влиять на точность обрабатываемой заготовки. Основными причинами ошибки вращения шпинделя являются коаксиальная погрешность шпинделя, сам подшипник, погрешность между коаксиальной погрешностью подшипника, обмоткой шпинделя и так далее.
Направления является эталоном для определения относительного положения каждого компонента станка на станке, а также эталоном для перемещения станка. Производственная погрешность самой направляющей, неравномерный износ направляющей и качество установки являются важными факторами, вызывающими ошибку направляющей.
Ошибка цепи передачи относится к цепи передачи в начале и конце двух концов компонентов передачи относительного движения ошибки. Это вызвано ошибками изготовления и сборки компонентов цепи передачи, а также износом в процессе использования.

Износ инструмента неизбежен в процессе резки и, следовательно, влияет на точность обработки. Различные типы инструментов по-разному влияют на погрешности обработки.
Роль приспособления заключается в том, чтобы заготовка, эквивалентная инструменту, и станок имели правильное положение, поэтому геометрическая погрешность приспособления оказывает большое влияние на погрешность обработки (особенно погрешность положения).
Ошибка позиционирования в основном включает ошибку неслучайного совпадения данных и неточную производственную ошибку позиционирования тисков.
В станке при обработке заготовки необходимость выбора заготовки на ряде геометрических элементов в качестве обработки эталона позиционирования, если выбор эталона позиционирования и дизайн эталона (используется для определения размера поверхности в чертеже деталей, Позиция на основе ссылки) не совпадает с бенчмарком не совпадает с ошибкой будет сгенерирована.
Поверхность позиционирования заготовки и элементы позиционирования приспособления вместе составляют позиционирующую подсистему из-за неточного позиционирования субпроизводства и позиционирования субзазора, вызванного максимальным положением изменений заготовки, известным как ошибка неточности позиционирования субпроизводства. Располагающ вице-ошибка неточности производства только произведена при использовании метода регулировки подвергать механической обработке, в методе вырезывания теста подвергать механической обработке не будет произведена.

Жесткость заготовки: технологическая система, если жесткость заготовки по отношению к станку, инструменту, приспособлению относительно низкая, под действием силы резания заготовка из-за отсутствия жесткости и деформации, вызванной ошибкой обработки, относительно велика.
Жесткость инструмента: внешний токарный инструмент в нормальном (y) направлении обрабатываемой поверхности жесткость очень велика, его деформация незначительна. Скучно отверстие небольшого диаметра, жесткость панели инструментов очень плохая, деформация силы панели инструментов на точность обработки отверстий окажет большое влияние.
Жесткость компонентов станка: компоненты станка состоят из многих частей, жесткость компонентов станка до сих пор не существует подходящего простого метода расчета, в настоящее время основной метод определения жесткости компонентов станка с помощью экспериментальных методов.
Факторами, влияющими на жесткость компонентов станка, являются эффект контактной деформации поверхности склеивания, эффект трения, эффект деталей низкой жесткости, эффект зазора.
Термическая деформация технологической системы на ошибке обработки относительно велика, особенно при прецизионной обработке и обработке крупных деталей, вызванная тепловой деформацией ошибки обработки, иногда может составлять 50% от общей погрешности заготовки.
В каждом процессе механической обработки технологическая система всегда должна быть скорректирована таким или таким образом. Поскольку регулировка не может быть абсолютно точной, возникает ошибка регулировки. В системе процесса заготовка, инструмент на станке взаимной позиционной точности, осуществляется через регулировку станка, инструмента, приспособления или заготовки для обеспечения.
Когда исходная точность станка, инструмента, приспособления и заготовки и т. Д. Достигнута технологических требований без учета динамических факторов, ошибка регулировки играет решающую роль в погрешности обработки.
Детали при обработке или обработке после измерения, из-за метода измерения, точности измерения и заготовки, а также субъективных и объективных факторов, оказывают непосредственное влияние на точность измерения.
Напряженность, которая существует внутри детали без внешней силы, называется внутренним напряжением. После того, как внутреннее напряжение на заготовке, он сделает заготовку металла в высокой энергии уровень нестабильности, он инстинктивно низкий уровень энергии стабильного состояния трансформации, и сопровождается деформацией происходит, так что заготовка потеря первоначальной точности обработки.
В области механической обработки допуск является незаменимым понятием, поскольку точность детали зависит от сложных взаимодействий между станком, инструментом, крепежом, заготовкой и многими другими факторами. Допуск существует, чтобы допускать неизбежные ошибки при обработке, которые могут возникать из различных источников, включая точность изготовления станка, геометрические ошибки инструмента, геометрические ошибки приспособления, ошибки позиционирования, деформацию технологической системы от силы и тепла, ошибки регулировки, ошибки измерения, И внутренних стрессов, среди прочих факторов.
В этой области прецизионной обработки Richconn являетсяТочная производственная компанияКоторый специализируется на предоставлении высокого качестваУслуги ЧПУ обработки. Мы гордимся тем, что имеем современное оборудование и команду специализированных техников, чтобы гарантировать, что детали обрабатываются с минимальными допусками. Мы не только стремимся удовлетворить потребности наших клиентов в точной обработке, но и уделяем внимание деталям и контролю качества, чтобы обеспечить точность и производительность конечного продукта. В Richconn мы считаем, что точное производство-это искусство, и мы будем неустанно работать над постоянным совершенствованием наших процессов для удовлетворения потребностей наших клиентов в высокоточных деталях.
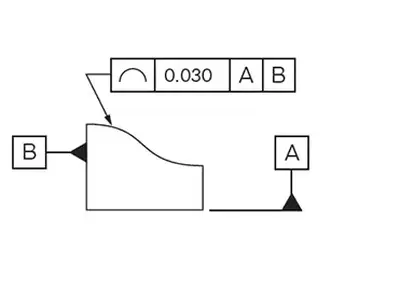 Точность открытия: освоение профиля поверхности для инженерного совершенстваNovember 21, 2023Инженерная точность-это больше, чем требование; это стремление к совершенству. Среди сложного мира инженерии понимание нюансов профиля поверхности становится первостепенным.view
Точность открытия: освоение профиля поверхности для инженерного совершенстваNovember 21, 2023Инженерная точность-это больше, чем требование; это стремление к совершенству. Среди сложного мира инженерии понимание нюансов профиля поверхности становится первостепенным.view Процесс обработки шестерни (7 шагов, чтобы вы почувствуете себя простым)May 30, 2022Одним из методов обработки зубчатых передач является метод формования, который является методом резки формы зуба с помощью формовочной фрезы, которая полностью соответствует форме зуба...view
Процесс обработки шестерни (7 шагов, чтобы вы почувствуете себя простым)May 30, 2022Одним из методов обработки зубчатых передач является метод формования, который является методом резки формы зуба с помощью формовочной фрезы, которая полностью соответствует форме зуба...view Что такое ЧПУ?April 4, 2023Определение ЧПУ Обработка с ЧПУ относится к процессу обработки, проводимой системой управления, которая управляет инструментами для выполнения различных движений, которые отвечают техническим и технологическим требованиям.view
Что такое ЧПУ?April 4, 2023Определение ЧПУ Обработка с ЧПУ относится к процессу обработки, проводимой системой управления, которая управляет инструментами для выполнения различных движений, которые отвечают техническим и технологическим требованиям.view Каковы меры предосторожности при электроэрозионной обработке?October 27, 2023Электроэрозионная обработка-это относительно новая технология обработки металла по сравнению с ротационной оснасткой, резкой и ковкой. Быстрый импульсный высоковольтный разряд (искра) проходит через зазор между электродом и заземленной заготовкой, удаляя материал из заготовки эрозией.view
Каковы меры предосторожности при электроэрозионной обработке?October 27, 2023Электроэрозионная обработка-это относительно новая технология обработки металла по сравнению с ротационной оснасткой, резкой и ковкой. Быстрый импульсный высоковольтный разряд (искра) проходит через зазор между электродом и заземленной заготовкой, удаляя материал из заготовки эрозией.view Обработка аэрокосмических деталей с ЧПУ Необходимо знать 8 пунктовOctober 25, 2023Обработка с ЧПУ является одним из наиболее широко используемых методов производства в аэрокосмической промышленности. Хотя вы, вероятно, знаете хотя бы немного об этом, вот 8 вещей, которые вам нужно знать при обработке аэрокосмических деталей с ЧПУ.view
Обработка аэрокосмических деталей с ЧПУ Необходимо знать 8 пунктовOctober 25, 2023Обработка с ЧПУ является одним из наиболее широко используемых методов производства в аэрокосмической промышленности. Хотя вы, вероятно, знаете хотя бы немного об этом, вот 8 вещей, которые вам нужно знать при обработке аэрокосмических деталей с ЧПУ.view Обработка с ЧПУ и 3D-печать-друзья или враги?October 13, 2023Две технологии обработки с ЧПУ и 3D-печати оказывают большое влияние на многие отрасли. Но дополняют ли они друг друга или конкурируют?
Проще говоря, обработка с ЧПУ-это обратная сторона 3D-печати.view
Обработка с ЧПУ и 3D-печать-друзья или враги?October 13, 2023Две технологии обработки с ЧПУ и 3D-печати оказывают большое влияние на многие отрасли. Но дополняют ли они друг друга или конкурируют?
Проще говоря, обработка с ЧПУ-это обратная сторона 3D-печати.view EN
EN
 ru
ru 

