
Одна из передачОбработка с ЧПУМетоды-это метод формования, который представляет собой метод резки формы зуба с помощью формовочной фрезы, которая полностью соответствует форме режущей зубчатой канавки, такой как фрезерные зубья; Другой-метод генерации, Который использует зацепление между резаком и ведомой шестерней для вырезания формы зуба, такой как зубофрезерование и формирование зубчатых колес. Давайте иметь конкретное представление о процессе обработки передач.

Горячая штамповка по-прежнему является широко используемым процессом ковки заготовок для автомобильных зубчатых деталей. В последние годы технология поперечной прокатки клина широко популяризируется при обработке валов. Эта технология особенно подходит для изготовления заготовок для сложных ступенчатых валов. Он не только имеет высокую точность и небольшое последующее пособие на обработку, но также имеет высокую эффективность производства.
Цель этого процесса получить твердость соответствующую для последующего вырезывания шестерни и сделать подготовку ткани для окончательной термической обработки, эффектно уменьшить деформацию термической обработки. Материал используемой стали шестерни обычно 20CrMnTi. Из-за большого влияния персонала, оборудования и окружающей среды скорость охлаждения и равномерность охлаждения заготовки трудно контролировать, что приводит к большой дисперсии твердости и неравномерной металлографической структуре, что напрямую влияет на резку металла и окончательную термообработку, что приводит к большой и нерегулярной тепловой деформации и неконтролируемому качеству детали. Таким образом, принимается процесс изотермической нормализации. Практика доказала, что изотермическая нормализация может эффективно изменить недостатки общей нормализации, а качество продукции стабильно и надежно.
Чтобы удовлетворить требования к позиционированию при высокоточной зубчатой обработке, заготовка зубчатой передачи обрабатывается токарным станком с ЧПУ, а токарный инструмент механически зажимается без перезавки, что обеспечивает синхронную обработку апертуры, торца и наружного диаметра при одноразовый зажим, Что не только обеспечивает требования к вертикалиты внутренних отверстия и конечной грани но также обеспечивает небольшое рассеивание размера массовой продукции пробела шестерни. Таким образом, повышается точность заготовки шестерни и обеспечивается качество обработки последующей шестерни. Кроме того, высокая эффективность обработки токарного станка с ЧПУ также значительно снижает количество оборудования и имеет хорошую экономичность.
Обычные зубофрезерные станки и зубчатые формирователи по-прежнему широко используются в оборудовании для обработки зубчатой части. Хотя регулировка и обслуживание удобны, эффективность продукции низка. Если большая емкость завершена, необходимо одновременно производить несколько машин. С развитием технологии нанесения покрытий повторное покрытие варочных панелей и вставок после шлифования очень удобно. Инструменты с покрытием могут значительно улучшить срок службы, как правило, более 90%, эффективно уменьшая количество смен инструмента и время шлифования, и преимущество замечательно.
Технология радиального бритья широко используется в массовом производстве автомобильных зубчатых передач из-за его высокой эффективности и легкой реализации требований модификации проектного профиля зуба и направления зуба. С тех пор, как компания приобрела специальный радиально-зубчатый бритвенный станок итальянской компании путем технической трансформации в 1995 году, он был применен в этой технологии со стабильным и надежным качеством обработки.
Цементация и закалка требуются для автомобильных передач для обеспечения их хороших механических свойств. Стабильное и надежное оборудование для термообработки имеет важное значение для продуктов, которые больше не подлежат зубчатому шлифованию после термообработки. Компания представила производственную линию непрерывного цементации и закалки немецкого Lloyd's и достигла удовлетворительных результатов термообработки.
Главным образом закончить внутреннее отверстие, торцевую грань, и наружный диаметр вала после термической обработки, для того чтобы улучшить габаритную точность и уменьшить геометрический допуск.
![]()


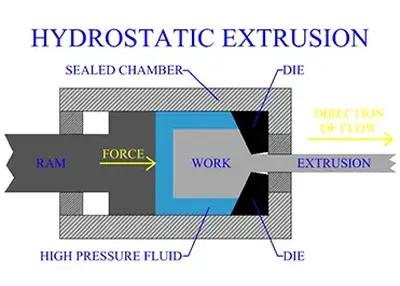 Экструзия: производственный процесс для создания различных форм и изделийNovember 30, 2023Что такое экструзия? Экструзия-это процесс выдавливания материала через матрицу или сопло для создания непрерывной формы или продукта. Материал может быть твердым, жидким или полутвердым, и это может быть металл,...view
Экструзия: производственный процесс для создания различных форм и изделийNovember 30, 2023Что такое экструзия? Экструзия-это процесс выдавливания материала через матрицу или сопло для создания непрерывной формы или продукта. Материал может быть твердым, жидким или полутвердым, и это может быть металл,...view 6 соображений при проектировании деталей для ЧПУOctober 11, 2023Дело в том, что при изготовлении деталей с помощью обработки с ЧПУ по требованию различные аспекты должны быть взвешены друг против друга. В конце концов, вы не ожидаете купить Bentley по цене Mini, но они оба в основном выполняют одну и ту же функцию и приводят нас из точки A в точку B.view
6 соображений при проектировании деталей для ЧПУOctober 11, 2023Дело в том, что при изготовлении деталей с помощью обработки с ЧПУ по требованию различные аспекты должны быть взвешены друг против друга. В конце концов, вы не ожидаете купить Bentley по цене Mini, но они оба в основном выполняют одну и ту же функцию и приводят нас из точки A в точку B.view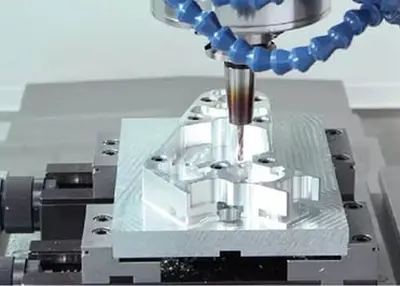 7 типов станков с ЧПУSeptember 13, 2023Обработка с ЧПУ-это точный производственный процесс, который контролируется компьютерами. Он включает в себя использование компьютерных программ для управления движением режущих инструментов, которые удаляют материал с заготовки.view
7 типов станков с ЧПУSeptember 13, 2023Обработка с ЧПУ-это точный производственный процесс, который контролируется компьютерами. Он включает в себя использование компьютерных программ для управления движением режущих инструментов, которые удаляют материал с заготовки.view Углеродистая сталь: окончательное руководство-типы, свойства и ценаSeptember 8, 2023Углеродистая сталь является одним из наиболее распространенных видов стали, так как она дешевая, распространенная и универсальная. Углеродистая сталь, найденная в бесчисленных продуктах и конструкциях, играет незаменимую роль в различных отраслях.view
Углеродистая сталь: окончательное руководство-типы, свойства и ценаSeptember 8, 2023Углеродистая сталь является одним из наиболее распространенных видов стали, так как она дешевая, распространенная и универсальная. Углеродистая сталь, найденная в бесчисленных продуктах и конструкциях, играет незаменимую роль в различных отраслях.view Процесс поверхностной отделки Что различные продукты соответствующие для какого процесса?October 24, 2023Весь процесс обработки, при выборе подходящего метода обработки с ЧПУ или 3D-печати, после завершения обработки большинство из них нуждаются в обработке поверхности. Соответствует коррозионной стойкости, стойкости к истиранию, отделке или другим специальным функциональным требованиям продукта.view
Процесс поверхностной отделки Что различные продукты соответствующие для какого процесса?October 24, 2023Весь процесс обработки, при выборе подходящего метода обработки с ЧПУ или 3D-печати, после завершения обработки большинство из них нуждаются в обработке поверхности. Соответствует коррозионной стойкости, стойкости к истиранию, отделке или другим специальным функциональным требованиям продукта.view Что такое прочность на растяжение для обработки с ЧПУ?October 25, 2023Прочность на растяжение является ключевой характеристикой, которую инженеры и специалисты по материалам должны учитывать при проектировании и выборе материалов для своих применений. Это максимальное напряжение, которое материал может выдержать, прежде чем он сломается или деформируется под напряжением.view
Что такое прочность на растяжение для обработки с ЧПУ?October 25, 2023Прочность на растяжение является ключевой характеристикой, которую инженеры и специалисты по материалам должны учитывать при проектировании и выборе материалов для своих применений. Это максимальное напряжение, которое материал может выдержать, прежде чем он сломается или деформируется под напряжением.view EN
EN
 ru
ru ")
")
