
Здесь мы поделимся некоторым конкретным опытом проектирования и производства, чтобы обеспечить наше понимание штампов, накопленных за эти годы. В этой статье мы надеемся дать вам лучшее понимание конкретных деталей штампов для штамповки металла в Китае.
Штамповочные штампы имеют различные концепции в разных местах, такие как штамповочные штампы, металлические штампы, штамповочные штампы и т. Д. Конкретная концепция относится к использованию штампов, закрепленных на штамповочном прессе или прессе, для оказания определенного давления на металл или неметаллические листы, Так, что материал можно отделить или сформировать для получения деталей с определенными требованиями к размеру и внешнему виду. Существует много типов штампов, и здесь мы в основном объясняем штампы для штамповки металла.

Штамповочные штампы имеют характеристики последовательного размера и внешнего вида производимой продукции, а также быстрое формование, высокая эффективность, стабильное качество, требуемая точность, высокое использование материала, простота в эксплуатации и низкая трудоемкость для рабочих. Технические требования к операторам не высоки, и они могут быстро освоить операцию после короткого периода обучения и обучения. Например, оператору производственной линии нужно выучить как привестись в действие пресс пунша, фидер, раскручиватель, разборку прессформы и другую деятельность.
Штамповочные штампы обычно можно разделить на два типа: прогрессивные штампы и штампы для переноса.
Прогрессивные штампы могут быть далее разделены на составные штампы, растяжения умирает, клепки умирает, и т. д. Вот краткое введение в структуру и функции этих штампов:
Прогрессивные штампы, также известные как «однопроцессные штампы», относятся к штампам, которые могут завершить только один процесс штамповки за один ход штамповки. После того, как этот процесс завершен, продукт должен быть вручную или механически удален из матрицы, а затем помещен в следующую матрицу для непрерывного производства до тех пор, пока окончательный процесс матрицы не будет завершен и весь продукт не будет закончен. Эти штампы просты в обслуживании, но они отнимают много времени и трудоемки в производстве, с более высоким уровнем брака продукта.

Прогрессивные штампы (штампы с одним процессом).
Составные матрицы: Обычные составные матричные структуры включают в себя соединение заглушки и растягивание соединения, которые немного отличаются от других прогрессивных матричных структур. Пуансон (также известный как мужская головка или головка пуансона) выполнен в нижней матрице, а другие несколько шаблонных блоков-это нижняя зажимная пластина (фиксация головки пуансона), нижняя стопорная пластина и нижняя разрядная пластина (внешний разряд). Верхняя матрица состоит из женской матрицы (или лезвия), внутренней разрядной пластины и верхней подушки. Внутренняя разрядная пластина висит на верхней подушке с одинаковой высотой втулки, а затем толкается вверх с помощью стука или пружины. Например, в соединительной матрице, используемой для гашения, внутренняя разрядная пластина обычно разряжает женскую матрицу на 0,50 мм, что не может быть ниже женской матрицы, в противном случае лезвие женской матрицы склонно к поломке или не разряжается. Сила внутреннего разряда должна быть достаточно сильной, чтобы вытолкнуть продукт из женской матрицы. Как правило, если материал относительно толстый, на него устанавливаются газовые пружины азота.

Составные штампы
Трансферные штампы, также известные как «прогрессивные штампы», относятся к штампы, которые могут одновременно выполнять два или более процессов штамповки на разных станциях за один ход штамповки. Эти штампы трудно поддерживать и требуют опытных инструментальщиков для работы. Тем не менее, они очень эффективны в производстве. Если скорость достаточно высока, тысячи продуктов могут быть произведены в час, экономя трудовые и временные затраты, и с более низким уровнем брака продукта.

Передача умирает (прогрессивные умирает)
Структура штемпелюя плашки и пробивая плашки подобна, и соответствуя плашки конструированы согласно различным характеристикам и требованиям к продукта. Структуры различных штампов различаются, и их функции и производимые продукты также различны. В общем, некоторые штампы просты, в то время как другие являются сложными. Однако, какой бы сложной ни была структура, базовая структура остается неизменной, состоящей из нескольких шаблонов, модулей и стандартных частей.

Металлические штамповочные штампы
Как правило, пресс-форма собирается из нескольких шаблонов и деталей (которые мы называем вставками или подвставками) и стандартных деталей. Конкретные шаблоны типичной структуры штамповочной матрицы, сверху вниз (включая кодовые номера), следующие:
Верхний валик, верхняя колодка, верхний блок пунша (UPU), верхний резервный блок (UBU), верхняя пластина стриппера (PHU), верхняя стоп-пластина (PPS) и верхняя нокаутирующая пластина (PSU);
Шаблоны нижнего штампа:
Блок матрицы (DIE), нижняя резервная пластина (LBD), нижний блок перфорации (LPD), нижняя площадка и нижний валик;
Другие менее часто используемые шаблоны:
Крышка (CVU), экструзионная пластина, верхняя пластина матрицы, нижняя пластина выбивания, нижняя стопорная пластина, нижняя пластина для зачистки, мужская матрица, женская матрица и т. д.;
Вставки и вспомогательные вставки верхнего штампа: зажимная вставка, вставка для стриппера, пуансон и т. Д.;
Вставки и вспомогательные вставки нижней матрицы: вставка матрицы, режущая кромка и т. Д.;
Стандартные детали: пружина, шестигранный винт, стопорный винт, проволочная пружина, втулка выравнивания высоты, направляющий штифт, направляющая втулка, шайба втулки выравнивания высоты, штифт двойного назначения, стопорный штифт материала и т. Д.;
Нестандартные детали: внешний позиционирующий штифт, внутренний позиционирующий штифт, позиционирующий штифт, внешний ограничительный штифт, внутренний ограничительный штифт и т. Д.
Нумерация штампов обычно пишется следующим образом (с примерами):
Инженерная модель: 90-KNMF0125RAH,90-KNMF0125RAA,90-KNMF0125RBB
Непрерывная модель: 90-KNMF0125SAA,90-KNMF0125SBB
«R» в «RAH» означает инженерную модель, в то время как «H» представляет в общей сложности восемь наборов (от A-H, которые соответственно RAH, RBH… RHH). «А» представляет собой первый набор. «RAA» или «RBB» относится к моделям заклепки, таким как заклепочные винты, заклепочные пружинные пластины и так далее.
«S» в «SAA» и «SBB» представляют непрерывную модель, а «0125» представляет номер формы. Булавка «F» спереди обозначает год выпуска пресс-формы. Если бы форма была произведена в 2010 году, она была бы представлена «F0125». В этом случае пресс-форма, произведенная в 2010 году, может называться «пресс-формой 125». Если бы форма была произведена в 2011 году, она начиналась бы с «G». Поэтому, если вы скажете «125 плесень», люди могут предположить, что вы имеете в виду форму «G0125».
Другие примеры включают в себя верхнюю пластину (PHU) с кодом 90-KNMF0125SAAPHU и блок для верхней пластины с кодом 90-KNMF0125SAAPHPA001.
Если эта непрерывная модель состоит из двух частей, то для их обозначения используются «A» и «B» после кода «90-KNMF0125SAAPHU». Верхняя пластина для первого сегмента должна быть «90-KNMF0125SAAPHUA», а для второго сегмента-«90-KNMF0125SAAPHUB». Блоки для верхней пластины-«90-KNMF0125SAAPHPA001» и «90-KNMF0125SAAPHPB001».
Нижний шаблон (DIE):90-KNMF0125SAADIE,90-KNMF0125RAHDIE
Что касается других кодов, которые не были объяснены здесь, краткое объяснение может быть сделано.
Чрево НЕТ. | 中中文 Китайское имя | Чрево НЕТ. | 中中文 Китайское имя | Гонолгические Код обработки | Технология обработки |
U1U | РАЗВИВАЮЩЕЙСЯ | DIE | Шаблон | М: | |
У2у | LBD </P> | Г: | |||
ВПС | ЛПД | З | ГД: | 大 | |
УБУ | Б2Д | Санузел: | |||
Фу | B1D | Дальнейшее | С/Э: | ||
ПФС | » | ПС2 | ФОНДАЖИЗНАТЬ | Y: | |
БП | Внедрить | PH2 | ХТ: | ||
Уде | ШОУ | ПУН | Л: | ||
УДП | Доскап | РНР | Д: | ||
Аксд | ДОИ | Панорам | |||
ПСП | ВЭД |
Таблица сравнения кода
Свойства материалов, используемых при штамповке, тесно связаны с производством штамповки, а их свойства напрямую влияют на конструкцию процесса штамповки, качество штамповочных деталей и срок службы изделий, а также влияют на организацию сбалансированного производства и производственные затраты штамповочных деталей.

Выбирая материал штемпелевать части, не только представление пользы должно быть рассмотрено, но также требования к производительности штемпелевать обрабатывая и последующие процессы должны быть встречены. Основные требования для штемпелевать обрабатывая материалы следующим образом.
Для процесса формования, такого как растяжение, изгиб, разность шагов, выпуклый корпус и т. Д., Материал должен иметь хорошие характеристики штамповки, то есть он должен иметь хорошую трещиностойкость, хорошую подгонку формы и фиксацию формы, в противном случае продукт склонен к деформации, растрескиванию и т. Д., Вызывая трудности при ремонте пресс-формы. Для процесса разделения требуется, чтобы материал имел определенную степень пластичности.
Поверхность материала должна быть гладкой и гладкой, без дефектов и повреждений. Материалы с хорошим качеством поверхности нелегко сломать во время формования, и их нелегко поцарапать форму, а качество поверхности заготовки также хорошее.
Поскольку определенный зазор формы подходит только для материалов с определенным диапазоном толщины, если допуск толщины материала слишком велик, это не только напрямую повлияет на качество деталей, но также может привести к появлению отходов. В процессе исправления изгиба и формовки пресс-форма или пресс-форма могут быть повреждены из-за чрезмерного положительного отклонения толщины.
Наиболее часто используемыми материалами в производстве штамповки являются металлические материалы (в том числе черные и цветные металлы), но иногда также используются неметаллические материалы. Среди них черные металлы в основном включают обычную углеродистую конструкционную сталь, высококачественную углеродистую конструкционную сталь, легированную конструкционную сталь, углеродистую инструментальную сталь, нержавеющую сталь, электрическую кремниевую сталь и т. Д.; Цветные металлы в основном включают чистую медь, латунь, бронзу, алюминий и т. Д.; неметаллические материалы Есть картон, ламинированный картон, Резиновая доска, пластиковая доска, доска волокна и слюда етк.
Состояние поставки металлических материалов для штамповки обычно представляет собой листы и полосы различных спецификаций. Листовой материал можно использовать в производстве инженерных форм, полосовой материал (рулонный материал) можно использовать в производстве конти.Нуус прессформы, и смогите также быть использовано в продукции форм инженерства. Размер листового материала большой, который можно использовать для штамповки крупных деталей, или листовой материал можно разрезать на полосы в соответствии с размером макета и использовать для штамповки мелких и средних деталей; материалы полос (также известные как рулонные материалы) имеют разную ширину, Развернутая длина может достигать десятков метров, и он поставляется в рулонах, которые подходят для автоматической подачи непрерывного массового производства пресс-форм.
Для рангов, спецификаций и представления различных материалов, вы можете сослаться на уместные руководства и стандарты.
Разумный выбор штамповочных материалов
Выбор штемпелюя материалов должен рассматривать требования к пользы штемпелюя частей, штемпелюя отростчатые требования и экономику.
Выбор материала lReasonable согласно требованиям к пользы штемпелюя частей
Выбранный материал должен позволить штамповке правильно работать в машине или компоненте и иметь определенный срок службы. По этой причине, согласно условиям использования штемпелюя частей, выбранные материалы должны соотвествовать соответствуя прочности, жесткости, твердости, коррозионной устойчивости и сопротивления жары.
LReasonable материальный выбор согласно штемпелюя отростчатым требованиям
Для любого вида штамповочных деталей выбранный материал должен иметь возможность стабильно формировать квалифицированный продукт без растрескивания или сморщивания в соответствии с требованиями процесса штамповки. Это самое основное и важное требование к выбору материала. С этой целью, следующие методы могут быть использованы для выбора материалов разумно.
①Тестовый удар. Согласно предыдущему опыту продукции и возможным условиям, выберите несколько листов которые могут по существу соотвествовать штемпелевать части для пробивать, и в конце концов выберите одно которое не имеет никакие отказы или морщинки и имеет низкий тариф утиля. Результаты этого метода более интуитивны, но с большей слепотой.
②Анализируйте и сравнивайте. На основе анализа свойств деформации штамповки сравните максимальную степень деформации во время штамповки с предельной степенью деформации, допускаемой характеристиками штамповки листового металла, и используйте это в качестве основы для выбора листа, подходящего для требований к процессу штамповки этого типа детали.
К тому же, плиты такой же ранга или толщины можно разделить в холодную прокатку и горячую прокатку. Среди пластин отечественного производства в моей стране толстые пластины (t>4 мм)-это горячекатаные плиты, а тонкие пластины (t<4 мм)-это холоднокатаные плиты (есть также горячекатаные плиты). По сравнению с горячекатаными листами, холоднокатаные листы имеют точные размеры и небольшие отклонения,
Меньше дефектов поверхности, яркая, плотная внутренняя структура, лучшая производительность штамповки. (Примечание: t обычно представляет толщину формы. Например, толщина шаблона и толщина материала могут быть выражены t.)
LРазумный выбор материалов в соответствии с экономическими требованиями
Выбранные материалы должны быть как можно более дешевыми, простыми в источнике и экономичными в соответствии с требованиями производительности и технологии штамповки, чтобы снизить стоимость штамповки деталей.
Как штамповочный штамп обрабатывается шаг за шагом?
Для полного процесса разработки штамповочных штампов заказчик должен сначала отправить чертеж продукта руководителю отдела проектирования штамповочных штампов, а руководитель проекта подтвердит, может ли продукт быть изготовлен с использованием технологии отдела. Если есть возможность, то передайте его дизайнеру для рисования и подготовки материалов. Сначала купите все доски, необходимые для пресс-формы, освободите место для черновой обработки и отшлифуйте толщину шаблона до определенного размера. Как правило, с обеих сторон остается в общей сложности 50 (0,50 мм) полей. После грубой обработки отправьте его на термообработку.
В то же время, штат конструкторского отдела провел семинар для того чтобы сформулировать шаг за шагом отростчатые чертежи продукта и дишарге материальная диаграмма пояса. Продукт не может быть произведен только с помощью одного процесса и должен сотрудничать с другими процессами для производства квалифицированных продуктов. После того как диаграмма процесса продукта определена, дизайнер начинает конструировать прессформу.
После того как дизайн нарисовал все части всей прессформы, прессформу можно официально обработать. Сначала шаблон шлифуют до нужного размера, затем выгружают, пропускают через отверстие, а затем обрезают проволокой, врезают в отверстие блока, кромку ножа, заготовку и т. Д., Будет отправлен на фрезерный станок или ЧПУ для обработки потайной головки, уступить дорогу и т. Д., И, наконец, проверен гарантией качества. Если он не пройдет, он будет возвращен вОтветственный отдел для дальнейшей обработки.
Наконец, слесарь забирает его со склада и начинает подготовительные работы перед сборкой, такие как снятие фаски, удаление заусенцев, ржавчины, подтверждение размера, проверка того, обрабатывается ли каждое место на месте, есть ли отверстия или отверстия, отсутствуют ли зубья винта и т. д., Пресс-форма Когда детали прибывают, вы можете начать собирать пресс-форму временно и устанавливать немного за раз. После того, как детали пресс-формы находятся на месте, пресс-форма почти готова, что экономит много времени, чем начинать сборку, когда все детали находятся на месте.
После того как собрание прессформы завершено, начните испытать прессформу и отлаживайте прессформу до тех пор пока прессформа не сможет произвести продукты которые соотвествуют размерной точности и качества возникновения, и после этого отправьте клиента для того чтобы подписать образец. После того как клиент подтверждает, полностью работа этого набора прессформы официально завершена, как раз ждать продукции на машине. В будущем он будет ремонтировать и поддерживать форму. Форма в порядке, и слесарные рабочие в порядке. Работа в качестве слесаря вызывает большое беспокойство. Я даже не знаю, когда плесень сломается. Как только он сломается, я должен немедленно его починить. Если будет слишком много ремонта, это будет более раздражающим. Конечно, если ваша форма установлена хорошо и все, что должно быть сделано, сделано, у формы не будет так много проблем.
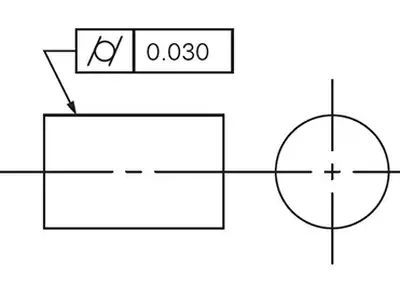 Точность разблокировки: освоение цилиндрики для инженерного совершенстваNovember 21, 2023В сложном мире техники преобладает точность. Войдите в область цилиндричности-фундаментального атрибута, диктирующего совершенство цилиндрических форм. Здесь я проведу вас через исследовательское путешествие, раскрывая суть цилиндричности, ее тонкое применение в GD & T (геометрическое измерение и толерантность), а также важнейшие методы измерения и понимания этого жизненно важного параметра.view
Точность разблокировки: освоение цилиндрики для инженерного совершенстваNovember 21, 2023В сложном мире техники преобладает точность. Войдите в область цилиндричности-фундаментального атрибута, диктирующего совершенство цилиндрических форм. Здесь я проведу вас через исследовательское путешествие, раскрывая суть цилиндричности, ее тонкое применение в GD & T (геометрическое измерение и толерантность), а также важнейшие методы измерения и понимания этого жизненно важного параметра.view Что такое производство прототипов? Процесс, преимущества и жизненно важные советыOctober 25, 2023Прототипы особенно важны в процессе разработки продукта, позволяя дизайнерам и производителям тестировать и совершенствовать свои идеи перед массовым производством. Эта статья будет углубляться в...view
Что такое производство прототипов? Процесс, преимущества и жизненно важные советыOctober 25, 2023Прототипы особенно важны в процессе разработки продукта, позволяя дизайнерам и производителям тестировать и совершенствовать свои идеи перед массовым производством. Эта статья будет углубляться в...view Обработанные подшипники Основы и принципы работыNovember 9, 2023Добро пожаловать в мир подшипников с механической обработкой, где точное машиностроение соответствует механической эффективности. Если вы здесь, вы, вероятно, так же любопытны, как и я, когда впервые углубился в эту область. Вы в для обслуживания потому что мы создавали всестороннего проводника для того чтобы принять вас на путешествие через подверганные механической обработке подшипники, от основ к выдвинутым применениям.view
Обработанные подшипники Основы и принципы работыNovember 9, 2023Добро пожаловать в мир подшипников с механической обработкой, где точное машиностроение соответствует механической эффективности. Если вы здесь, вы, вероятно, так же любопытны, как и я, когда впервые углубился в эту область. Вы в для обслуживания потому что мы создавали всестороннего проводника для того чтобы принять вас на путешествие через подверганные механической обработке подшипники, от основ к выдвинутым применениям.view Быстрое прототипирование для каждого этапа разработки продуктаOctober 11, 2023Время выхода на рынок имеет решающее значение для вашего конкурентного преимущества. Тем не менее, отход от прототипирования-это большой риск, который может стоить вам производственных затрат, потерянного дохода и вашей репутации, если ваш продукт не работает.view
Быстрое прототипирование для каждого этапа разработки продуктаOctober 11, 2023Время выхода на рынок имеет решающее значение для вашего конкурентного преимущества. Тем не менее, отход от прототипирования-это большой риск, который может стоить вам производственных затрат, потерянного дохода и вашей репутации, если ваш продукт не работает.view Роскошное углеродное волокно: сверхвысокопроизводительное углеродное волокно с препрепрегом NTPTTM, полное разрешениеSeptember 25, 2023С улучшением уровня жизни людей, рынок роскоши находится на подъеме. Многие предметы роскоши используют специализированные высокотехнологичные материалы в своих процессах проектирования и производства, чтобы гарантировать, что...view
Роскошное углеродное волокно: сверхвысокопроизводительное углеродное волокно с препрепрегом NTPTTM, полное разрешениеSeptember 25, 2023С улучшением уровня жизни людей, рынок роскоши находится на подъеме. Многие предметы роскоши используют специализированные высокотехнологичные материалы в своих процессах проектирования и производства, чтобы гарантировать, что...view Построение эффективных партнерских отношений для производственных стартаповOctober 10, 2023У вас может быть отличная идея, которая приведет вас к запуску стартапа. Но потом ты понимаешь, что не можешь справиться со всем этим самостоятельно. Вам нужны профессиональные советы, помощь и часто финансовые ресурсы.view
Построение эффективных партнерских отношений для производственных стартаповOctober 10, 2023У вас может быть отличная идея, которая приведет вас к запуску стартапа. Но потом ты понимаешь, что не можешь справиться со всем этим самостоятельно. Вам нужны профессиональные советы, помощь и часто финансовые ресурсы.view EN
EN
 ru
ru 

")