
Быстрое и экономически эффективное производство прототипов и серийных деталейОбработка с ЧПУЧасто это балансирующий акт. Необходимо учитывать как возможности производственного процесса, так и саму деталь как оптимизированный, функциональный компонент. Поэтому при проектировании деталей для обработки с помощью фрезерования Richconn иТокарные детали с ЧПУ, Есть несколько ключевых моментов, которые следует учитывать, чтобы сократить время производства и снизить затраты.
При оптимизации конструкции для обработки имейте в виду следующее:
* Глубина и диаметр отверстий
* Размеры и типы резьбы
* Маркировка на деталях
* Высота стены и ширина характеристики
* Токарные станки с приводными инструментами
* Многократное фрезерование
Любой, кто был в механическом цехе, знает, как выглядит дрель и для чего она предназначена. В Ричконне, однако, отверстия не просверлены по большей части, но обработаны путем интерполяции (погружение фрезы при сверлении отверстий) с концевой фрезой. Этот метод обработки обеспечивает большую гибкость с точки зрения размеров отверстий, достижимых с помощью данного инструмента, и обеспечивает лучшее качество поверхности, чем сверло. Это также позволяет нам использовать один и тот же инструмент для слотов и карманов, сокращая время цикла и стоимость. Единственным недостатком является то, что отверстия глубже 6 х диаметра представляют определенные трудности. Из-за ограниченной длины концевой фрезы в таких случаях может потребоваться обработка с обеих сторон детали.
Сверление и нарезание резьбы тесно связаны. Во многих магазинах внутренние нити обрезаются с помощью метчиков. Они немного похожи на винты с зубьями и «врезаются» в предварительно просверленное отверстие в сердечнике. Мы используем более современный процесс для резьбы и интерполируем профиль резьбы с помощью так называемого резьбонарезного станка, создавая тем самым точную резьбу. С помощью одного и того же фрезерного инструмента можно нарезать резьбу любого размера с одинаковым шагом (количество резьбы на миллиметр). Это приводит к сокращению времени установки и производства. Таким образом, с помощью только одного набора инструментов можно производить резьбу UNC, UNF от 2 до 1/2 дюйма и метрическую резьбу от M2 до M12.

Этот совет по конструкции рассматривает различные варианты обработки с ЧПУ, включая 5-осевую обработку, показанную здесь (также называемую обработкой по оси 3 2). На этом рисунке показаны самые большие размеры детали из 74 мм в ширину и 51 мм в высоту при оптимальном использовании материала.
Нужно, чтобы номер детали, обозначение или логотип фрезеровались на ваших деталях? Пакеты резака в Richconn могут фрезеровать практически любой текст, который вам нужен, при условии, что расстояние между символами и ширина линии не менее 0,5 мм. Кроме того, текст должен быть утоплен, а не поднят. Рекомендуются шрифты без засечек, такие как Arial или Verdana, размером не менее 20 точек.
Все наши пакеты фрезы содержат твердосплавные фрезерные инструменты. Этот особенно жесткий материал обеспечивает максимальный срок службы режущих инструментов и высочайшую производительность при минимальном износе. Однако изнашиваются даже самые твердые инструменты, как и заготовки из металла или особенно пластика. По этой причине глубина ребра и геометрические диапазоны сильно зависят от геометрии отдельных деталей, а также от используемого пакета фрезы. Например, минимальная толщина в Richconn составляет 0,5 мм, а максимальная глубина-51 мм. Однако это не означает, что эти размеры должны подходить для ребер радиатора.

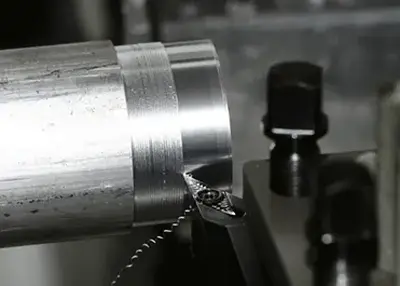
В дополнение к нашему широкому спектруУслуги фрезерования ЧПУ, Мы также предлагаем токарные станки с ЧПУ с приводными инструментами. Наборы инструментов, используемые на этих токарных станках, аналогичны тем, которые используются в наших фрезерных центрах, но в настоящее время мы не используем их для обработки пластиковых деталей. Смещенные от центра отверстия, пазы, плоские и другие элементы могут обрабатываться параллельно или перпендикулярно (осевой или радиальной) к «длинной» оси (оси Z) поворачиваемой детали, как правило, следуя тем же правилам проектирования, что и ортогональные детали, изготовленные в наших фрезерных центрах. Разница заключается в форме полуфабриката, а не в наборе инструментов. Точеные детали, такие как валы и поршни, изготавливают из круглого запаса, в то время как фрезерованные детали, такие как блоки коллектора, корпуса приборов и крышки клапанов, обычно изготавливают из кубических или кубовидных блоков. Однако, как вы увидите через мгновение, мы также преодолели эти ограничения.
Richconn различает два «типа» фрезерования. При 3-осевом фрезерованииЗаготовка или заготовка зажимается внизу, а обработка выполняется сверху. Поэтому для других сторон заготовки требуется отдельный зажим. Для деталей размером более 254 мм x 178 мм можно обрабатывать только верхнюю и нижнюю стороны-зажим для боковой обработки невозможен! С другой стороны, при индексном фрезеровании до пяти сторон заготовки можно обрабатывать без повторного зажима. При 5-осевой фрезеровке деталь может быть наклонена под любым углом (даже составным) до 90 градусов, что позволяет сложное, неортогональное позиционирование.
Используемая упаковка резака является идентичной в обоих случаях. Разница заключается в бланке. Как и на наших токарных станках, стержневой запас используется для5-осевое фрезерование, Что приводит к некоторым интересным математическим дискуссиям о размере, геометрии и расположении заготовки в объеме заготовки-возможно, вы помните теорему Пифагора? Чтобы увидеть некоторые примеры, вы можете либо изучить диаграммы, либо просто загрузить свою модель САПР онлайн по адресуhttps://www.richconn-cnc.com/Для примера из реального мира.
Мы будем рады ответить на любые ваши вопросы. Для получения индивидуальной помощи, пожалуйста, свяжитесь с нашими сотрудниками по номеру 86-0755-28025755 или sales@richconn.com.cn.
 Навигация Внутренний поворот vs Внешний поворотNovember 22, 2023Добро пожаловать в мир точного машиностроения, где каждый поворот имеет значение. Как энтузиаст обработки с ЧПУ, я приглашаю вас в путешествие, чтобы раскрыть тонкости между внутренним токарным и внешним токарным-двумя ключевыми методами, формирующими искусство обработки.view
Навигация Внутренний поворот vs Внешний поворотNovember 22, 2023Добро пожаловать в мир точного машиностроения, где каждый поворот имеет значение. Как энтузиаст обработки с ЧПУ, я приглашаю вас в путешествие, чтобы раскрыть тонкости между внутренним токарным и внешним токарным-двумя ключевыми методами, формирующими искусство обработки.view CNC-обработка и ИИ: как искусственный интеллект влияет на полеOctober 25, 2023Искусственный интеллект оказывает глубокое влияние на услуги по обработке с ЧПУ, преобразуя операции и обеспечивая множество преимуществ. Вот некоторые из ключевых областей, в которых ИИ играет важную роль:view
CNC-обработка и ИИ: как искусственный интеллект влияет на полеOctober 25, 2023Искусственный интеллект оказывает глубокое влияние на услуги по обработке с ЧПУ, преобразуя операции и обеспечивая множество преимуществ. Вот некоторые из ключевых областей, в которых ИИ играет важную роль:view Обработанная на станке с ЧПУ алюминиевая заготовка: точность в производствеNovember 13, 2023Добро пожаловать в область точного машиностроения, где центральное место занимает обрабатываемая заготовка из алюминия с ЧПУ. Как гордый поставщик услуг по обработке с ЧПУ, Richconn выступает в качестве вашего шлюза к непревзойденному опыту и передовым решениям в области обработки алюминия. Давайте углубимся в тонкости обработки с ЧПУ и беспрецедентные преимущества, предлагаемые алюминиевой заготовкой.view
Обработанная на станке с ЧПУ алюминиевая заготовка: точность в производствеNovember 13, 2023Добро пожаловать в область точного машиностроения, где центральное место занимает обрабатываемая заготовка из алюминия с ЧПУ. Как гордый поставщик услуг по обработке с ЧПУ, Richconn выступает в качестве вашего шлюза к непревзойденному опыту и передовым решениям в области обработки алюминия. Давайте углубимся в тонкости обработки с ЧПУ и беспрецедентные преимущества, предлагаемые алюминиевой заготовкой.view Понимание обрабатывающих инструментов: типы, использование и выборNovember 1, 2023Обрабатывающие инструменты являются жизненно важными инструментами в производстве, используемыми для резки, стружки, шлифования и формования широкого спектра материалов, от металлов до пластмасс и дерева. Различные типы инструментов используются для различных процессов и материалов для удовлетворения различных потребностей в обработке. Ниже приведены пять распространенных типов обрабатывающих инструментов, которые используются в широком спектре производственных и обрабатывающих приложений.view
Понимание обрабатывающих инструментов: типы, использование и выборNovember 1, 2023Обрабатывающие инструменты являются жизненно важными инструментами в производстве, используемыми для резки, стружки, шлифования и формования широкого спектра материалов, от металлов до пластмасс и дерева. Различные типы инструментов используются для различных процессов и материалов для удовлетворения различных потребностей в обработке. Ниже приведены пять распространенных типов обрабатывающих инструментов, которые используются в широком спектре производственных и обрабатывающих приложений.view Что такое черный оксид? Руководство по черному оксидному покрытию 2023September 5, 2023Пока действительно многочисленные поверхностные типы финиша доступные для изготовителей, который нужно выбрать от, черное покрытие окиси популярный выбор для много. Черное оксидное покрытие предлагает комбинацию v...view
Что такое черный оксид? Руководство по черному оксидному покрытию 2023September 5, 2023Пока действительно многочисленные поверхностные типы финиша доступные для изготовителей, который нужно выбрать от, черное покрытие окиси популярный выбор для много. Черное оксидное покрытие предлагает комбинацию v...view Обработанные шайбы: все, что вам нужно знать о крепежных деталях с ЧПУNovember 8, 2023Добро пожаловать в мир машинных шайб! Если вы читаете это, вы собираетесь отправиться в путешествие, чтобы открыть для себя фундаментальные строительные блоки точной инженерии. Независимо от того, являетесь ли вы инженером, энтузиастом DIY или профессионалом, ищущим идеальный крепеж для вашего проекта, это всеобъемлющее руководство предоставит вам знания для принятия обоснованных решений и перехода ваших проектов на новый уровень.view
Обработанные шайбы: все, что вам нужно знать о крепежных деталях с ЧПУNovember 8, 2023Добро пожаловать в мир машинных шайб! Если вы читаете это, вы собираетесь отправиться в путешествие, чтобы открыть для себя фундаментальные строительные блоки точной инженерии. Независимо от того, являетесь ли вы инженером, энтузиастом DIY или профессионалом, ищущим идеальный крепеж для вашего проекта, это всеобъемлющее руководство предоставит вам знания для принятия обоснованных решений и перехода ваших проектов на новый уровень.view EN
EN
 ru
ru 
")
