
Даже идеально разработанная литая под давлением деталь может потенциально разочаровать, если она сделана из неправильного материала. Часто бывает трудно выбрать правильные материалы из сотен термопластов и эластомеров, чтобы соответствовать требованиям приложения. Различные факторы, такие как механическая прочность, стойкость к ультрафиолетовому излучению, смазывающая способность, износостойкость, а также химическая и ультрафиолетовая стойкость, должны быть тщательно рассмотрены при выборе материалов для литья под давлением.
При 2K литьевом формовании возникают дополнительные проблемы, поскольку дизайнеры должны не только придерживаться стандартных принципов проектирования литьевого формования, но и обращать внимание на прочность и долговечность химических и физических связей между выбранными материалами. Этот совет дизайна выделяет три важных аспекта, с которыми дизайнеры должны быть знакомы при проектировании литых под давлением деталей-совместимость материалов, адгезия и трибология.
Давайте начнем с термина, который вы не слишком часто слышите в производстве. Трибология имеет дело с трением и износом между двумя поверхностями, которые движутся друг против друга. Примером может служить зажим и язычок контейнера с защелкой. Инженер, занимающийся трибологией деталей, вероятно, будет меньше интересоваться химическими и механическими связями, необходимыми для формования ручки для электроинструмента (поскольку эти компоненты не движутся друг против друга при правильной конструкции), и больше озабочен ощущением и захватом самого материала.
В примере защелкивающегося крепежа износостойкий полимер, такой как HDPE, будет хорошим выбором, хотя здесь также можно рассмотреть относительно скользкий материал, такой как ацеталь. Оба материала имеют свои достоинства, которые следует тщательно взвесить друг с другом на ранних этапах процесса разработки. Сам дизайн продукта может быть важным фактором трибологического поведения. Поверхности, которые взаимодействуют друг с другом, должны быть максимально гладкими, потому что небольшие неровности и ямочки на шероховатых поверхностях могут зацепиться друг за друга, вызывая поломку при повторном использовании.
Способ изготовления также играет роль. В примере зажима, который может быть легко перенесен на другие пластиковые детали с сопрягаемыми или блокирующими поверхностями, обработанная поверхность отличается отБыстрая 3D печать. Литая под давлением поверхность, в свою очередь, имеет другие свойства (и, вероятно, более гладкая, чем две другие). Если взаимодействие деталей является проблемой проектирования, свойства деталей должны быть проанализированы и протестированы как можно раньше.

Эти переплетающиеся пластиковые шестерни предназначены для иллюстрации того, как может быть затронута конструкция детали из-за трения и износа между двумя взаимодействующими поверхностями. Это важный аспект, который следует учитывать при выборе материалов для ваших литьевых деталей.
Другой пример: металлические вставки являются популярным вариантом в Richconn. Будь то бронзовая втулка в литой под давлением лопасти вентилятора, втулка из нержавеющей стали в пластиковом шкиве или резьбовая латунная гайка в ручке прибора, такие вставки могут быть легко включены в литьевые детали. Материальная совместимость играет здесь подчиненную роль. Самое большое препятствие для дизайнера заключается в том, чтобы обеспечить создание прочной механической связи, когда вставка накладывается и накладывается пластиком. В этом отношении бронза и латунь делают хорошие, недорогие опорные поверхности, но более склонны к износу, чем шариковые подшипники. Задайте себе вопрос: будет ли ваш дизайн соответствовать долгосрочным требованиям продукта? Хорошее понимание характеристик трения поможет ответить на этот и другие важные вопросы.
Мало кто будет оспаривать, что литье под давлением 2K является одним из самых полезных разработок в производстве пластмасс после быстрого литья под давлением. Это отличный вариант, когда требуется мягкий или удобный для пользователя материал на структурном сердечнике-как в ручке инструмента или корпусе портативного электронного устройства-или когда несколько цветов желательны по эстетическим причинам. Вы можете найти много информации в Интернете о проектировании для инжекционного метода литья 2K, который учитывает как потребность в прочном механическом соединении, так и химическую совместимость между двумя контактирующими материалами.
К счастью, выбор химически совместимых материалов широк. Например, Richconn предлагает TPV Sarlink 3170, термопластичный эластомер, который образует прочную химическую связь с полипропиленом. Другим вариантом является TPC Hytrel 4068, также термопластичный эластомер, который очень совместим с АБС, поликарбонатом и другими материалами. Напротив, нейлон является одним из наиболее сложных субстратов для 2K injФормование, потому что оно имеет тенденцию впитывать влагу. Тем не менее, он используется для различных приложений.
Однако есть и другие аспекты, которые необходимо учитывать. Конструкция детали может оказать значительное влияние на прочность адгезии для 2K литьевых деталей. Переход между подложкой и покрытием должен быть резким, чтобы предотвратить утечку или истончение. Здесь можно использовать канавку или плечо для обеспечения четкой демаркации. Завивки и потенциального разрыва можно избежать, поместив форму в точку, обеспечивающую жесткий упор для мягкого, гибкого и очень текучего TPE. Если верхний слой слишком тонкий-скажем, толщиной менее 1/16 дюйма (1,59 мм)-материал может остыть слишком быстро, что повлияет на адгезию. Если отношение длины к толщине высокое, могут возникнуть аналогичные проблемы.
При инжекционном формовании 2K вам также необходимо учитывать конкретные тепловые свойства обоих материалов. Вы можете выбрать силикон (LSR) за его отличную термостойкость и химическую стойкость, податливость при низких температурах и присущую ему смазывающую способность. Однако важно отметить, что для отверждения LSR требуется температура от 150 до 200 градусов Цельсия, которую не выдерживают АБС, полиэтилен, полипропилен и другие материалы. Отвод также важен, потому что горелки, недостаточная адгезия и неполное заполнение плесени-известное как «короткие выстрелы»-могут возникать в неадекватно вентилирующихся формах.

Химическая адгезия в 2K литье под давлением имеет свои подводные камни. Переход между подложкой и покрытием должен быть резким, чтобы предотвратить утечку или истончение. Создайте четкую границу с помощью канавки или плеча. Завивки и разрывов можно избежать, поместив форму в точку, которая создает жесткий упор для мягкого текучего TPE. На рисунке слева показана подложка серого цвета, а TPE и потенциальный завиток синего цвета. Справа подложка показана серым цветом, а TPE-желтым. Здесь TPE удерживается на месте за счет подходящей формы.
Диаграмма совместимости доступная онлайн очень ясна, но если вы хотите обеспечить ваш собственный материал, то самое лучшее посоветовать с вашим поставщиком пластмасс для прессования и применения. Это особенно верно, если вы используете смесь полимеров для конкретного применения, как это делают все больше и больше клиентов Richconn. Красители могут влиять на адгезию, как и высокие уровни добавок, таких как металл или стекло. Поэтому, мы всегда советуем сделать немного частей образца сперва и испытать их тщательно перед поручать всю серию.
Есть бесчисленное множество примеров и бесконечных комбинаций полимеров. Вот почему важно получить экспертную консультацию о подводных камнях адгезии и химической совместимости полимеров в начале процесса проектирования. Это единственный способ гарантировать, что а) выбранные материалы будут хорошо сочетаться, б) комбинация детали или 2K возможна в соответствии с дизайном и в) трибологические свойства правильные, что означает, что выбранные материалы скользкие, износостойкие, или достаточно клея для цели продукта.
Здесь особенно важно следовать рекомендациям Ричконна. Пластик с высоким содержанием добавок может соответствовать требованиям к вашему продукту, но, с другой стороны, время, необходимое для разработки продукта, может быть больше. Плесень уменьшается по мере увеличения содержания добавок, а сложные детали создают дополнительные проблемы.
Не беспокойтесь. Все эти проблемы можно преодолеть, сосредоточив внимание на процессе проектирования и пересмотре выбора материала. Когда в сомнении, пустьРичконнСоветуем вам-даже если вы все еще находитесь в начале этапа проектирования. С помощью нашего экспертного персонала, автоматизированного процесса цитирования и свободного анализа формуемости даже химически сложные материалы могут быть легко обработаны.
Как всегда, если у вас есть какие-либо вопросы или комментарии, пожалуйста, свяжитесь с нашими инженерами по телефону 86-0755-28025755 или отправьте электронное письмо на sales@richconn.com.cn, чтобы связаться с одним из наших представителей службы поддержки клиентов.
 4-осевая обработка с ЧПУ: окончательное руководство 2023August 29, 2023Обработка с ЧПУ-это широко используемый производственный процесс, который включает в себя использование машин с компьютерным управлением для создания точных и сложных деталей из различных материалов. Станки с ЧПУ могут работать на разных...view
4-осевая обработка с ЧПУ: окончательное руководство 2023August 29, 2023Обработка с ЧПУ-это широко используемый производственный процесс, который включает в себя использование машин с компьютерным управлением для создания точных и сложных деталей из различных материалов. Станки с ЧПУ могут работать на разных...view Richconn 2023 Китайский Новый год Праздничное уведомлениеDecember 2, 202229 ноября 2022 года приближается китайский Новый год! Мы хотели бы напомнить вам, что Richconn будет в отпуске, чтобы отпраздновать наш китайский Новый год. Для Вашего удобства в организации Вашего проекта, пожалуйста...view
Richconn 2023 Китайский Новый год Праздничное уведомлениеDecember 2, 202229 ноября 2022 года приближается китайский Новый год! Мы хотели бы напомнить вам, что Richconn будет в отпуске, чтобы отпраздновать наш китайский Новый год. Для Вашего удобства в организации Вашего проекта, пожалуйста...view Подробный обзор: что такое цветные металлы?August 7, 2023Металлы можно найти везде и используются для различных целей. Существует два разных типа металлов, черные и цветные-в зависимости от того, сколько железа они содержат. Цветные металлы-это с...view
Подробный обзор: что такое цветные металлы?August 7, 2023Металлы можно найти везде и используются для различных целей. Существует два разных типа металлов, черные и цветные-в зависимости от того, сколько железа они содержат. Цветные металлы-это с...view Сколько типов передач существует? Какие распространенные материалы подходят для изготовления шестерен?October 26, 2023Шестерни-это механические детали с зубьями, которые могут сцепляться друг с другом, и они широко используются в механической передаче и во всем механическом поле. Существует много типов зубчатых колес, в основном классификация осей затворнических зубчатых колес, обычно разделенных на параллельный вал, пересекающийся вал и ступенчатый вал трех типов.view
Сколько типов передач существует? Какие распространенные материалы подходят для изготовления шестерен?October 26, 2023Шестерни-это механические детали с зубьями, которые могут сцепляться друг с другом, и они широко используются в механической передаче и во всем механическом поле. Существует много типов зубчатых колес, в основном классификация осей затворнических зубчатых колес, обычно разделенных на параллельный вал, пересекающийся вал и ступенчатый вал трех типов.view Суперматериальное углеродное волокно: производство сырья, его применение и обработкаDecember 20, 2023Углеродное волокно обладает такими характеристиками, как высокая удельная прочность, высокий удельный модуль, высокая термостойкость, коррозионная стойкость, хорошая электрическая и теплопроводность и т. Д., И широко используется в аэрокосмической, военной промышленности, морском оборудовании, высококачественной медицине, железнодорожном транспорте, спортивном оборудовании и других областях.view
Суперматериальное углеродное волокно: производство сырья, его применение и обработкаDecember 20, 2023Углеродное волокно обладает такими характеристиками, как высокая удельная прочность, высокий удельный модуль, высокая термостойкость, коррозионная стойкость, хорошая электрическая и теплопроводность и т. Д., И широко используется в аэрокосмической, военной промышленности, морском оборудовании, высококачественной медицине, железнодорожном транспорте, спортивном оборудовании и других областях.view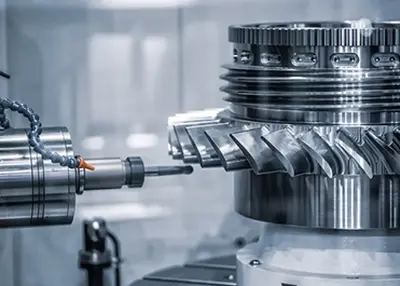 Как созданы допуски при обработке?October 26, 2023Детали в процессе обработки, по разным причинам, обработка и изготовление размеров деталей не могут быть точно такими же, как размер чертежа деталей, степень отклонения между фактическими геометрическими параметрами и идеальными геометрическими параметрами для обработки деталей ошибка.view
Как созданы допуски при обработке?October 26, 2023Детали в процессе обработки, по разным причинам, обработка и изготовление размеров деталей не могут быть точно такими же, как размер чертежа деталей, степень отклонения между фактическими геометрическими параметрами и идеальными геометрическими параметрами для обработки деталей ошибка.view EN
EN
 ru
ru 

