
Загрузите модель ЧПУ в нашу автоматизированную систему анализа цитирования и проектирования, и наши станки с ЧПУ будутЧПУ поворотныйИлиФрезерование с ЧПУЧасть в кратчайшие сроки-она может быть готова на следующий день. За всем этим стоят передовые технологии, но человеческий вклад также остается важным и не редко виноват в проблемах, которые повторяют конструкции для обработки с ЧПУ. Избегая этих шести ошибок, вы можете оптимизировать свой дизайн, сократить время обработки и, возможно, снизить конечные производственные затраты.
Распространенной ошибкой является проектирование деталей с поверхностями, где удаление материала на самом деле было бы ненужным. Ненужная обработка способствует увеличению времени обработки, что значительно влияет на конечную стоимость производства. Взгляните на этот пример, где конструкция включает важную круговую геометрию, которая необходима для применения детали (см. рисунок справа, слева). Для этого требуется вырезать квадратные отверстия/элементы в центре, а затем отрезать материал вокруг, чтобы создать готовую деталь. Однако удаление лишнего материала здесь занимает значительное время. В более простой конструкции (см. рисунок справа, изображение справа) машина просто отрезает деталь от блока. Дополнительного и дорогостоящего удаления лишнего материала не требуется. Изменение конструкции в этом примере сокращает время обработки почти вдвое. Обеспечьте простую конструкцию, чтобы избежать ненужной, трудоемкой и дорогостоящей обработки.

Избегайте проектирования функций, требующих ненужного редактирования. Слева дизайн определяет критическую круговую геометрию, которая требуется, подвергая механической обработке квадратные отверстия/элементы в центре, а затем отрезая окружающий материал, чтобы обнажить готовую деталь. Такой подход значительно увеличивает время выполнения, чтобы отрезать оставшийся материал.
Избегайте функций, требующих ненужной обработки. На левом изображении дизайн требует требуемой круговой геометрии, с квадратными отверстиями/элементами, фрезерованными в центре, и готовой частью, созданной путем срезания материала со всех сторон. При таком способе удаление лишнего материала занимает значительное время. Благодаря простому дизайну, как на картинке слева, деталь вырезается из блока и исключается ненужное удаление материала.
Возможно, вы захотите, чтобы ваши компоненты имели номера деталей, обозначения или логотип компании. Или вы можете просто подумать, что небольшой текст крут. Добавление надписи, однако, увеличивает затраты. И чем меньше шрифт, тем дороже он становится. Это связано с тем, что очень маленькие концевые фрезы, необходимые для надписи, работают на относительно низких скоростях, поэтому время обработки и, следовательно, стоимость изготовления детали увеличивается. Тем не менее, есть несколько вариантов. Фрезерование больших надписей намного быстрее и, следовательно, дешевле. И по возможности используйте утопленные, а не выпуклые буквы, поскольку последний требует удаления материала для создания символов на детали.

Стены в части конструкции, как правило, проблематичны. Режущие инструменты, используемые в станках с ЧПУ, изготовлены из твердых, жестких материалов, таких как карбид вольфрама или быстрорежущая сталь. Тем не менее, инструменты слегка изгибаются или деформируются при применении силы, как и заготовка. Это может привести к таким проблемам, как нежелательное гофрирование и трудности в поддержании допусков. Стена также может согнуться или сломаться. Чем выше стена-наш максимум составляет 2 дюйма (51 мм)-тем толще она, вероятно, должна быть, чтобы обеспечить более высокую жесткость. Тонкие стенки толщиной 0508 мм (0020 дюйма) могут сломаться во время обработки и впоследствии согнуться или деформироваться. Если возможно, также избегайте слишком толстых стен, потому что фрезерный инструмент обычно работает со скоростью от 10 000 до 15 000 об/мин. Эмпирическое правило для толщины стенки-это отношение ширины к высоте 3:1. Если вы наклоните стену, возможно, на 1, 2 или 3 градуса, чтобы она сужалась, а не была ортогональной, это может облегчить обработку, а также оставить меньше лишнего материала.
Некоторые детали имеют углы под прямым углом или небольшие карманы на внутренних углах, чтобы сделать деталь легче или разместить другие детали в сборке. Однако внутренние углы под углом 90 градусов и маленькие карманы слишком малы для наших больших режущих инструментов. Чтобы сформировать их, материал необходимо соскребать из углов с помощью все меньших и меньших инструментов. Это может означать, что потребуется от шести до восьми различных инструментов. А смена инструментов всегда требует времени и, следовательно, увеличивает затраты на проект. В AVOId это, сначала определите, насколько важны карманы на самом деле. Если они служат только для экономии веса, пересмотрите свой дизайн, чтобы не нести ненужных затрат на удаление материала. Чем больше радиус угла в конструкции, тем больше режущий инструмент, который мы можем использовать, и тем быстрее будет проходить обработка.
Подвергать механической обработке КНК остается одним из самых быстрых, самых эффективных, и экономических методов дляПроизводство прототиповИ части продукции, и все еще популярный выбор для дизайнеров и инженеров продукта. Избегая ошибок проектирования, описанных в этом руководстве, вы оптимизируете свой дизайн, сократите время обработки и потенциально сократите конечные производственные затраты.

Мы можем легко добавить резьбовые отверстия в детали с ЧПУ. Но если вы включите потоки в конструкцию так, чтобы они были распознаны нашим программным обеспечением и включены в деталь машиной, это может вызвать трудности. Для нашего процесса быстрого поворота доступен выбор резьбы. Когда наше программное обеспечение анализирует вашу деталь, оно ищет диаметр отверстия, соответствующий одной из этих резьб. Например, если вам нужна резьба типа UNC или UNF #5-40, программа будет искать отверстие подходящего диаметра. Резьбы, не соответствующие диаметру отверстия, не могут быть назначены детали. Это часто приводит к запросам, и мы отсылаем этих клиентов к нашим кратким рекомендациям по заправке. Там вы найдете типы ниток, которые доступны у нас. Щелкните на резьбе, чтобы открыть таблицу диаметров отверстий для этой резьбы. Если вы выберете диаметр, который составляет 75 процентов от диаметра отверстия-диаграмма показывает этот размер для каждой резьбы-это определенно сработает. Не стесняйтесь использовать мастер резьбы вашего программного обеспечения САПР при проектировании вашей детали. Это то, что делает большинство клиентов. Но проверьте наши таблицы, чтобы убедиться, что мастер выводит наружу диаметр отверстия, который будет работать с нашим программным обеспечением. Вы можете узнать больше о проектировании деталей с потоками здесь.
Конструкции для частей отлитых в форму впрыской часто загружаются для нашего обслуживания КНК быть испытанным против прототипов перед приказывать тоолинг. Но каждый процесс имеет разные требования к дизайну, и результаты могут отличаться. Толстая деталь на детали с ЧПУ может страдать от следов раковины, искажений или пористости во время литья под давлением. Хороший дизайн для литой под давлением детали с ребрами, карманами и другими функциями требует больше времени во времяПрецизионная обработка с ЧПУ. Это означает, что конструкции деталей обычно оптимизированы для запланированного производственного процесса. Во-первых, позвольте нашей команде проконсультировать вас о том, как изменить литьевую конструкцию для обработки с ЧПУ или просто создать прототипы с использованием окончательного производственного процесса-литья под давлением. В Richconn, наши начальные затраты на прототипы пресс-форм очень низки.
Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с нашими инженерами по адресу 86-0755-28025755 или sales@richconn.com.cn. Чтобы сразу начать свой следующий проект ЧПУ, просто загрузите 3D-модель CAD. Вы получите цитату всего за несколько часов.
 Взгляд на плазменную резку: как работает плазменный резак?December 1, 2023Это экспертное руководство по плазменной резке. Продолжайте читать, и вы получите ответ на вопрос «как работают плазменные резаки?» Взгляд на плазменную резку: как работает плазменный резак? Плазменная резка-это высокоэффективный...view
Взгляд на плазменную резку: как работает плазменный резак?December 1, 2023Это экспертное руководство по плазменной резке. Продолжайте читать, и вы получите ответ на вопрос «как работают плазменные резаки?» Взгляд на плазменную резку: как работает плазменный резак? Плазменная резка-это высокоэффективный...view Важность CNC подвергая механической обработке в изготовлять различные частиOctober 24, 2023Услуги по обработке с ЧПУ помогут вам изготовить и изготовить различные детали из металла в соответствии с требованиями. Этот процесс также помогает в создании допусков для различных материалов и металлических деталей. Этот процесс обычно является субтрактивным методом производства металлических деталей.view
Важность CNC подвергая механической обработке в изготовлять различные частиOctober 24, 2023Услуги по обработке с ЧПУ помогут вам изготовить и изготовить различные детали из металла в соответствии с требованиями. Этот процесс также помогает в создании допусков для различных материалов и металлических деталей. Этот процесс обычно является субтрактивным методом производства металлических деталей.view Сравнение алюминиевого сплава 7075 и алюминиевого сплава 6061November 27, 2023Алюминиевый сплав широко используемый материал металла с преимуществами легковеса, высокой прочности, коррозионной устойчивости и ресиклабилиты. Существует много типов алюминиевых сплавов, и различные легирующие элементы и процессы термообработки влияют на свойства и использование алюминиевых сплавов.view
Сравнение алюминиевого сплава 7075 и алюминиевого сплава 6061November 27, 2023Алюминиевый сплав широко используемый материал металла с преимуществами легковеса, высокой прочности, коррозионной устойчивости и ресиклабилиты. Существует много типов алюминиевых сплавов, и различные легирующие элементы и процессы термообработки влияют на свойства и использование алюминиевых сплавов.view Обработка должна знать основыOctober 30, 2023Общие формы отказа механических частей трещиноватость, пластическая деформация, чрезмерная эластичная деформация, чрезмерный износ или повреждение к рабочей поверхности, возникновение сильной вибрации, отпускать соединения, проскальзывание привода трением и так далее.view
Обработка должна знать основыOctober 30, 2023Общие формы отказа механических частей трещиноватость, пластическая деформация, чрезмерная эластичная деформация, чрезмерный износ или повреждение к рабочей поверхности, возникновение сильной вибрации, отпускать соединения, проскальзывание привода трением и так далее.view Одна статья говорит вам, что такое ЧПУSeptember 27, 2023Термин CNC расшифровывается как «компьютерное числовое управление», а обработка с ЧПУ определяется как субтрактивный производственный процесс, в котором обычно используются управляемые компьютером и станки для удаления слоев материала со стандартной детали (известной как заготовка или заготовка) и производства специально разработанная деталь.view
Одна статья говорит вам, что такое ЧПУSeptember 27, 2023Термин CNC расшифровывается как «компьютерное числовое управление», а обработка с ЧПУ определяется как субтрактивный производственный процесс, в котором обычно используются управляемые компьютером и станки для удаления слоев материала со стандартной детали (известной как заготовка или заготовка) и производства специально разработанная деталь.view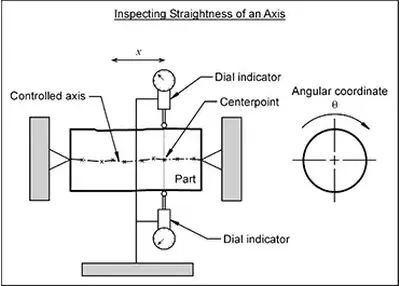 Понимание Прямолинейности: раскрытие точности в инженерииNovember 21, 2023Добро пожаловать в путешествие по царству прямолинейности-фундаментальной концепции в мире машиностроения и точного производства. Вы когда-нибудь задумывались, как прямолинейность влияет на качество продукции или эффективность производственных процессов? Присоединяйтесь ко мне, когда мы исследуем нюансы и практическое применение этого важного элемента.view
Понимание Прямолинейности: раскрытие точности в инженерииNovember 21, 2023Добро пожаловать в путешествие по царству прямолинейности-фундаментальной концепции в мире машиностроения и точного производства. Вы когда-нибудь задумывались, как прямолинейность влияет на качество продукции или эффективность производственных процессов? Присоединяйтесь ко мне, когда мы исследуем нюансы и практическое применение этого важного элемента.view EN
EN
 ru
ru 

