
Токарная обработка-это метод резки, который использует вращение заготовки относительно инструмента на токарном станке для выполнения операций резки. Токарная обработка с ЧПУ позволяет заготовке, а не инструменту обеспечивать большую часть энергии резки. Токарная обработка является наиболее фундаментальным и часто используемым методом резки, и он занимает чрезвычайно важную позицию в производстве. Токарная обработка подходит для обработки поворотных поверхностей. Большинство деталей с поворотными поверхностями могут быть обработаны с использованием методов токарной обработки, таких как внутренние и наружные цилиндрические поверхности, внутренние и наружные конические поверхности, торцы, канавки, резьба и поворотные формовочные поверхности. Основной используемый инструмент-токарный инструмент.
Технология обработки токарного станка с числовым программным управлением аналогична технологии обработки на обычном токарном станке, но поскольку обработка токарного станка с числовым программным управлением выполняется в одной установке, выполняя все токарные операции автоматически и непрерывно, следует обратить внимание на следующие аспекты.
Для эффективной резки металла обрабатываемый материал, режущие инструменты и условия резки являются тремя основными факторами. Они определяют время обработки, срок службы инструмента и качество обработки. Самый экономичный и эффективный метод обработки выбрать условия вырезывания разумно. Три элемента условий резания для токарной обработки с ЧПУ: скорость резания, скорость подачи и глубина резания напрямую вызывают повреждение инструмента. С увеличением скорости резания температура режущей кромки будет расти, что приводит к механическому, химическому и термическому износу. Когда скорость резания увеличивается на 20%, срок службы инструмента уменьшается вдвое. Взаимосвязь между условиями подачи и износом инструмента создается в очень небольшом диапазоне. Однако, когда скорость подачи высока, температура резания повышается, и износ за инструментом велик. Он оказывает меньшее влияние на инструмент, чем скорость резания. Хотя влияние глубины резания на инструмент не так велико, как скорость резания и скорость подачи, при резке на небольшой глубине в разрезаемом материале образуется упрочняющий слой, что также повлияет на срок службы инструмента.
Пользователи должны выбрать скорость резания, которая подходит для обрабатываемого материала, твердость, состояние резания, тип материала, скорость подачи и глубину резания. Выбор наиболее подходящих условий обработки основан на этих факторах. Регулярный и стабильный износ, достигающий срока службы инструмента,-идеальное состояние. Однако в реальных операциях выбор срока службы инструмента связан с износом инструмента, изменениями размера обрабатываемой детали, качеством поверхности, шумом резания, температурой обработки и т. Д. При определении условий обработки необходимо проводить исследования на основе реальной ситуации. Для труднообрабатываемых материалов, таких как нержавеющая сталь и термостойкие сплавы, можно использовать охлаждающую жидкость или выбрать жесткое лезвие.
При черновой обработке инструменты с высокой прочностью и долговечностью должны быть выбраны в соответствии с требованиями большой обратной резки и скорости подачи во время черновой обработки.
При чистовой обработке следует выбирать инструменты с высокой точностью и долговечностью, чтобы обеспечить требования точности обработки.
Станки и вставки для станков должны использоваться как можно больше, чтобы сократить время для замены инструментов и облегчить выравнивание инструмента.
Для токарной обработки с ЧПУ следует использовать универсальные приспособления, чтобы максимально зажать заготовки и избегать использования специальных приспособлений;
Ссылка на позиционирование деталей должна совпадать, чтобы уменьшить ошибки позиционирования.
Маршрут обработки относится к траектории и направлению инструмента относительно заготовки во время процесса обработки станков с ЧПУ.
Он должен быть в состоянии обеспечить требования точности обработки и шероховатости поверхности;
Маршрут обработки должен быть максимально сокращен, чтобы сократить время простоя инструмента.
В настоящее время, когда токарная обработка с ЧПУ еще не достигла условий универсального использования, чрезмерные припуски на заготовку, особенно те, которые содержат ковку или литье закаленных слоев, должны обрабатываться на обычном токарном станке. Если для обработки необходимо использовать токарный станок с числовым программным управлением, программа должна быть гибко организована.
В настоящее время соединение между гидравлическим патроном и гидравлическим зажимным цилиндром осуществляется через тяговые штанги. Ключевые моменты для зажима гидравлического патрона заключаются в следующем: сначала снимите гайку на гидравлическом цилиндре, снимите тягу и вытащите ее из конца главного шпинделя, а затем снимите крепежные винты патрона, чтобы снять патрон.
 Краткое введение к машине КНК 5 осейAugust 22, 2023За последние несколько лет технология обработки с ЧПУ продвинулась от базовых станков до более сложных. В настоящее время одним из самых передовых доступных методов является 5-осевая обработка с ЧПУ. Это мы...view
Краткое введение к машине КНК 5 осейAugust 22, 2023За последние несколько лет технология обработки с ЧПУ продвинулась от базовых станков до более сложных. В настоящее время одним из самых передовых доступных методов является 5-осевая обработка с ЧПУ. Это мы...view Преимущества алюминия для ЧПУOctober 13, 2023Алюминий очень стабилен по размерам, поэтому вы можете отрезать его много и при этом удерживать остаточное напряжение в определенных пределах. Использование твердосплавных инструментов и современных охлаждающих жидкостей даст вам отличную отделку. Для получения матового покрытия вы можете взорвать детали или анодировать их для получения однородного эстетического покрытия и дополнительной коррозионной стойкости.view
Преимущества алюминия для ЧПУOctober 13, 2023Алюминий очень стабилен по размерам, поэтому вы можете отрезать его много и при этом удерживать остаточное напряжение в определенных пределах. Использование твердосплавных инструментов и современных охлаждающих жидкостей даст вам отличную отделку. Для получения матового покрытия вы можете взорвать детали или анодировать их для получения однородного эстетического покрытия и дополнительной коррозионной стойкости.view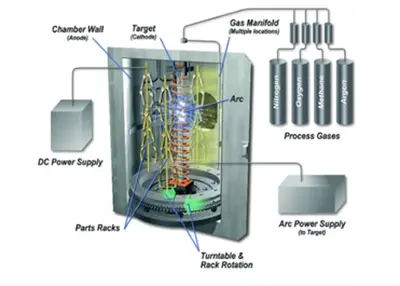 Объясните 5 Общие процессы гальваникиOctober 24, 2022В механическом проектировании гальваника является одним из наших наиболее распространенных процессов обработки поверхности деталей. Сегодня мы рассмотрим 5 широко используемых процессов гальваники. Существует множество методов, которые э...view
Объясните 5 Общие процессы гальваникиOctober 24, 2022В механическом проектировании гальваника является одним из наших наиболее распространенных процессов обработки поверхности деталей. Сегодня мы рассмотрим 5 широко используемых процессов гальваники. Существует множество методов, которые э...view Черные и цветные металлы: сравнение свойств и примененийDecember 4, 2023Металлы являются одним из самых важных материалов в истории человечества. Они использовались для различных целей, таких как инструменты, оружие, монеты, ювелирные изделия, искусство и строительство. Металлы можно разделить на две основные категории: черные и цветные металлы.view
Черные и цветные металлы: сравнение свойств и примененийDecember 4, 2023Металлы являются одним из самых важных материалов в истории человечества. Они использовались для различных целей, таких как инструменты, оружие, монеты, ювелирные изделия, искусство и строительство. Металлы можно разделить на две основные категории: черные и цветные металлы.view Особенности филировать КНКJune 21, 2022Фрезерование с ЧПУ, как правило, представляет собой процесс изготовления металла; однако пластмассы также могут быть обработаны. Фрезерование с ЧПУ использует компьютер для управления инструментом. Затем режущий инструмент вырезает материал из заготовки...view
Особенности филировать КНКJune 21, 2022Фрезерование с ЧПУ, как правило, представляет собой процесс изготовления металла; однако пластмассы также могут быть обработаны. Фрезерование с ЧПУ использует компьютер для управления инструментом. Затем режущий инструмент вырезает материал из заготовки...view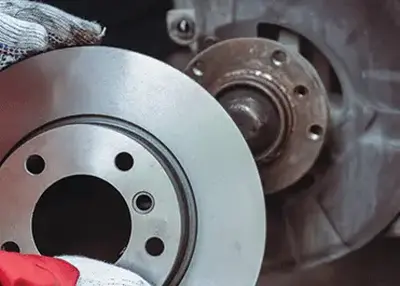 Что такое обработанные роторы?November 8, 2023Добро пожаловать в мир точного машиностроения, где тонкие детали могут изменить мир. В области обработки с ЧПУ и автомобильных компонентов «Обработанные роторы» становятся ключевым игроком, тихо обеспечивая вашу безопасность и производительность автомобиля.view
Что такое обработанные роторы?November 8, 2023Добро пожаловать в мир точного машиностроения, где тонкие детали могут изменить мир. В области обработки с ЧПУ и автомобильных компонентов «Обработанные роторы» становятся ключевым игроком, тихо обеспечивая вашу безопасность и производительность автомобиля.view EN
EN
 ru
ru 
")
