
Станки с ЧПУ с каждым годом приобретают все большую мощность. Токарные станки с электроинструментом, резка различных форм и сверление неосевых или радиальных отверстий. В прошлом это потребовало бы поездки в фрезерный отдел. Обрабатывающие центры оснащены индексными головками, которые поддерживают обработку по оси «3 2», где несколько сторон детали могут быть выполнены всего за одну операцию. Это то, что все дизайнеры и инженеры могут быть довольны. Он не только может производить чрезвычайно сложные детали, но и изготавливать их можно с более высоким качеством, с меньшими затратами и с более короткими сроками выполнения заказа.
Однако это не означает, что ничего не происходит-некоторые правила обработки все еще применяются, и если они не соблюдаются, это может привести к дорогостоящей переделке и задержкам проекта. Этот совет по дизайну выделяет несколько ключевых моментов, которые должен учитывать каждый дизайнер деталей:
# Положение отверстий
# Фрезерование элементов глубокой формы
# Нити и вставки
# Маркировка
# Радиусы
Richconn имеет обрабатывающие центры с делительными головками (3 2). Это позволяет зажимать заготовку в станок с нижней стороны, а другие стороны могут быть обработаны за одну операцию. Таким образом, могут быть созданы более сложные детали, такие как кронштейн с подрезами по бокам или пневматический коллектор, напоминающий кусок швейцарского сыра.
Несмотря на обширные возможности обработки Richconn, такие детали, как гребные винты для лодок, ортопедические имплантаты и лопасти турбин, в основном были за пределами границ. Это потому, что они имеют «изогнутые поверхности», которые требуют одновременного перемещения до пяти осей станка, в то время как режущий инструмент зацепляет заготовку. Уровень станков и программирования, который в настоящее время недоступен. До сих пор.
Как и в фрезерных центрах Richconn, токарные станки с ЧПУ на высокоскоростных токарных станках могут производить множество сложных деталей за одну операцию. Управляемые инструменты и возможности оси Y позволяют изготовить болт путем поворачивать, филировать квартиры ключа, и после этого сверлить поперечное отверстие для провода безопасности. Более сложными примерами были бы гидравлический цилиндр с прорезями для выравнивания на одном конце, приспособление с отверстиями под ключ на внешней поверхности или вал со шпоночным пазом снаружи. В некоторых случаях детали могут быть «повернуты», которые являются квадратными, а не круглыми.
В свете этих соображений о фрезерных и приводных инструментах, вот пять моментов, которые следует учитывать при проектировании сложных телеинструментов:
Минимальный размер отверстий, расположенных по оси и в направлении, составляет 1 мм для токарных станков с ЧПУ Richconn. Глубина может быть максимум в 6 раз больше диаметра. Радиальные отверстия (просверленные со стороны детали) должны быть не менее 2 мм в диаметре. Сквозные отверстия обычно возможны для точенных или фрезерованных деталей (особенно для полых или трубчатых деталей), но в зависимости от размера детали, диаметра отверстия или материала режущий инструмент может быть недостаточно длинным. Richconn будет фрезеровать с обеих сторон, если это возможно, но рекомендуется проверить анализ осуществимости на предмет возможных ограничений.
Слоты на внешней сторонеПоворотная деталь с ЧПУМожет иметь глубину не более 24,1 мм и ширину не менее 1,2 мм. Для размеров всех других пазовидных фрезерных элементов обычно применяются те же рекомендации, что и для отверстий, но, как правило, глубина элемента должна быть меньше, чем в 6 раз больше ширины. Кроме того, убедитесь, что соседняя стена имеет толщину не менее 0,5 мм. Для больших плоских поверхностей и других поверхностей, обрабатываемых на фрезерных или токарных станках, это полностью зависит от геометрии детали по отношению к имеющимся размерам режущего инструмента. Однако глубокие ребра и канавки могут вызвать трудности на всех машинах. Можно разрезать элементы типа радиатора на повернутую или фрезерованную деталь, но это зависит от геометрии детали и доступной оснастки. Опять же, рекомендуется тщательно рассмотреть анализ осуществимости. Кроме того, не стесняйтесь обращаться к нашему инженеру по применению.
Возможности резьбы токарной иФрезерные центры с ЧПУЗначительно перекрываются. Вообще, Рихконн может отрезать потоки от #4-40 (М3 кс 0,5) к приблизительно 1/2-20 (М10 кс 1,25), в зависимости от типа машины и положения особенности. Однако, есть исключения. Точные размеры и детали можно найти в руководстве по нарезке резьбы. Также читайте там раздел о правильном моделировании резьбы и связи с внутренними и внешними или фрезерованными и точеными особенностями формы. Вы также можете рассмотреть вставку. Вставки и вставки для проволочной нити с фиксирующими ключами служат дольше, чем голая резьба, особенно в мягких материалах, таких как алюминий или пластик, и их легко вставлять.

Как фрезерованные, так и токарные детали часто имеют резьбу. Варианты нарезания резьбы различаются между фрезерованием и токарной обработкой, поэтому обязательно выберите правильный процесс.
Сложные аэрокосмические и медицинские детали часто требуют постоянной маркировки с номером детали и названием компании. Встраиваемый текст выглядит красиво, но это один из самых трудоемких из всех процессов обработки, и его практически невозможно сделать по мере увеличения количества. Обычно лучше маркировать детали электронным травлением или лазерной маркировкой, но если гравированный текст абсолютно необходим, держите его коротким и выбирайте простые и простые шрифты. Для мягких металлов и пластмасс мы рекомендуем Arial Rounded MT 14 точек, шрифт глубиной 0,3 мм; для твердых металлов Arial Rounded MT 22 точки, шрифт глубиной 0,3 мм.
Распространенной ошибкой, совершенной с обработанными деталями, являются острые внутренние углы. Например, токарные инструменты, используемые на Richconn для чистовой обработки, имеют радиус режущей кромки 0,8 мм. Это необходимо учитывать при проектировании деталей. Для фрезерных станков радиус режущей кромки составляет от 1 мм для мягких металлов и 1,2 мм для твердых металлов и пластмасс, что означает, что внутренние радиусы карманов составляют чуть более половины этого. Такие углы довольно острые, но фрезерование такими маленькими инструментами занимает много времени и ограничивается максимальной глубиной кармана 4 мм для твердых металлов и максимум 7,6 мм для мягких металлов и пластмасс. Лучше всего обрезать внутренние углы бесплатно или спроектировать сопрягаемые детали с максимально возможными внутренними колесами.

Вам нужна нить? Вы также можете рассмотреть вставку. Вставки проволочной нити (см. иллюстрацию) и вставки с фиксирующими ключами обеспечивают более длительный срок службы нитей, особенно в мягких материалах, таких как алюминий или пластик.
Наконец, предостерегающее примечание: если руководящие принципы оптимизации конструкций для выполнимости не будут соблюдаться, сложные операции обработки станут еще более проблематичными и, следовательно, более дорогостоящими. Немного более высокая стоимость может не так сильно повлиять наПроизводство прототипов, Но когда спрос увеличивается и детали должны быть серийно произведены, это совсем другая история. Как всегда, если у вас есть какие-либо вопросы о сложных деталях или каких-либо функциях деталей, Richconn будет рад помочь: 86-0755-28025755 или sales@richconn.com.cn.
 Советы о том, как найти низкая стоимость CNC фрезерные услугиOctober 24, 2023Услуги фрезерования с ЧПУ не из дешевых. Чем более точный дизайн вам нужен, тем больше денег вы можете рассчитывать потратить. В надежных механических мастерских работают профессиональные операторы, которые используют современное оборудование для выполнения заказов. В результате вы не можете позволить себе игнорировать свой бюджет, чтобы сократить время выполнения заказа или получить конкурентное преимущество.view
Советы о том, как найти низкая стоимость CNC фрезерные услугиOctober 24, 2023Услуги фрезерования с ЧПУ не из дешевых. Чем более точный дизайн вам нужен, тем больше денег вы можете рассчитывать потратить. В надежных механических мастерских работают профессиональные операторы, которые используют современное оборудование для выполнения заказов. В результате вы не можете позволить себе игнорировать свой бюджет, чтобы сократить время выполнения заказа или получить конкурентное преимущество.view 6 аспектов оптимизации конструкции деталей для обработки с ЧПУOctober 16, 2023Быстрое и экономически эффективное производство прототипов и серийных деталей с помощью обработки с ЧПУ часто является балансирующим действием. Необходимо учитывать как возможности производственного процесса, так и саму деталь как оптимизированный, функциональный компонент. Поэтому при проектировании деталей для обработки с помощью фрезерных и токарных деталей Richconn есть несколько ключевых моментов, которые следует учитывать, чтобы сократить время изготовления и снизить затраты.view
6 аспектов оптимизации конструкции деталей для обработки с ЧПУOctober 16, 2023Быстрое и экономически эффективное производство прототипов и серийных деталей с помощью обработки с ЧПУ часто является балансирующим действием. Необходимо учитывать как возможности производственного процесса, так и саму деталь как оптимизированный, функциональный компонент. Поэтому при проектировании деталей для обработки с помощью фрезерных и токарных деталей Richconn есть несколько ключевых моментов, которые следует учитывать, чтобы сократить время изготовления и снизить затраты.view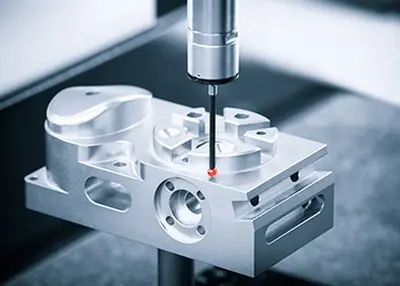 Каковы характеристики обработки аэрокосмических деталейNovember 16, 2023Аэрокосмическая промышленность всегда была одной из вершин технологий и техники, и она полагается на высокоточные аэрокосмические детали для обеспечения высоконадежных и безопасных авиационных и космических систем.view
Каковы характеристики обработки аэрокосмических деталейNovember 16, 2023Аэрокосмическая промышленность всегда была одной из вершин технологий и техники, и она полагается на высокоточные аэрокосмические детали для обеспечения высоконадежных и безопасных авиационных и космических систем.view Richconn расширяет свое быстрое обслуживание CNC с алюминием 5083 высокой эффективностиOctober 11, 2023Как ведущие мировые компании по быстрому прототипированию, мы добавили алюминий 5083-H111 (3,3547 или AlMg4.5Mn0.7) в нашу линию из более чем 40 металлических и пластмассовых материалов на складе для быстрого обслуживания ЧПУ.view
Richconn расширяет свое быстрое обслуживание CNC с алюминием 5083 высокой эффективностиOctober 11, 2023Как ведущие мировые компании по быстрому прототипированию, мы добавили алюминий 5083-H111 (3,3547 или AlMg4.5Mn0.7) в нашу линию из более чем 40 металлических и пластмассовых материалов на складе для быстрого обслуживания ЧПУ.view Как много вы знаете о знаниях нержавеющей стали?October 23, 2023Сталь-это общий термин для железо-углеродных сплавов, которые содержат от 0,02% до 2,11% углерода. Когда содержание углерода превышает 2,11%, его называют чистым железом. Химический состав стали может сильно варьироваться, и сталь, содержащая только углерод, известна как углеродистая или обычная сталь.view
Как много вы знаете о знаниях нержавеющей стали?October 23, 2023Сталь-это общий термин для железо-углеродных сплавов, которые содержат от 0,02% до 2,11% углерода. Когда содержание углерода превышает 2,11%, его называют чистым железом. Химический состав стали может сильно варьироваться, и сталь, содержащая только углерод, известна как углеродистая или обычная сталь.view Двухцветная технология выпечки краски: достижение уникальных визуальных эффектовJuly 31, 2023Вы видели двухцветные автомобили, телефоны, бытовую технику, здания? Хотите понять, как добиться двухцветной запеченной краски? В этой статье подробно представлена эта уникальная техника рисования деталей,...view
Двухцветная технология выпечки краски: достижение уникальных визуальных эффектовJuly 31, 2023Вы видели двухцветные автомобили, телефоны, бытовую технику, здания? Хотите понять, как добиться двухцветной запеченной краски? В этой статье подробно представлена эта уникальная техника рисования деталей,...view EN
EN
 ru
ru 

